








FDC850 Roll Stanzmaschinn
| Modell | FDC850 |
| Maximal Pabeierbreet | 850mm |
| Präzisioun beim Schneiden | 0,20 mm |
| Pabeier Gramm Gewiicht | 150-350g/㎡ |
| Produktiounskapazitéit | 280-320 Mol/Minutt |
| Ufuerderunge fir den Loftdrock | 0,5 MPa |
| Loftdrockverbrauch | 0,25 m³/min |
| Gewiicht | 3,5T |
| Max. Rollerduerchmiesser | 1500 |
| Gesamtleistung | 10 kW |
| Dimensioun | 3500x1700x1800mm |
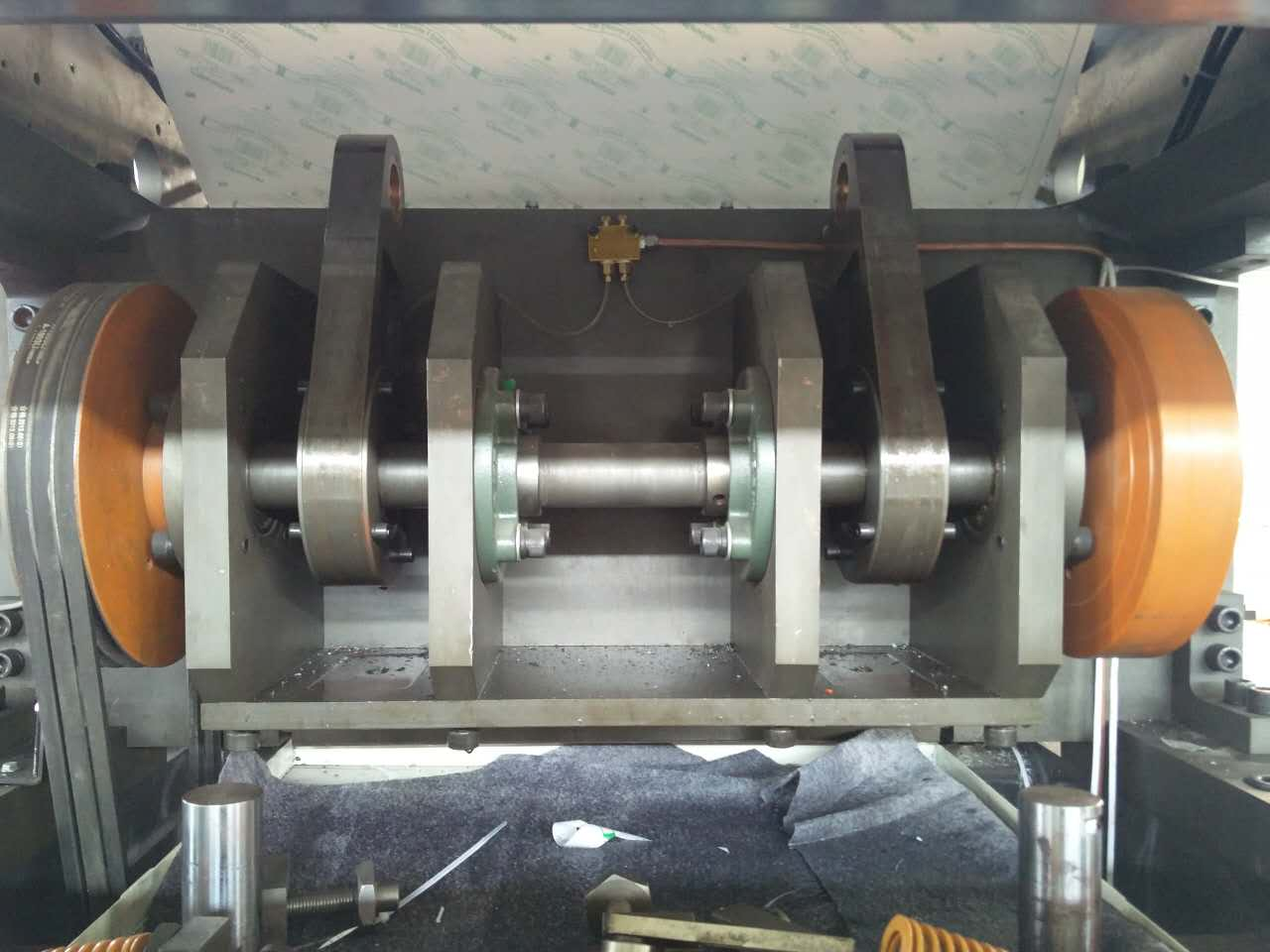
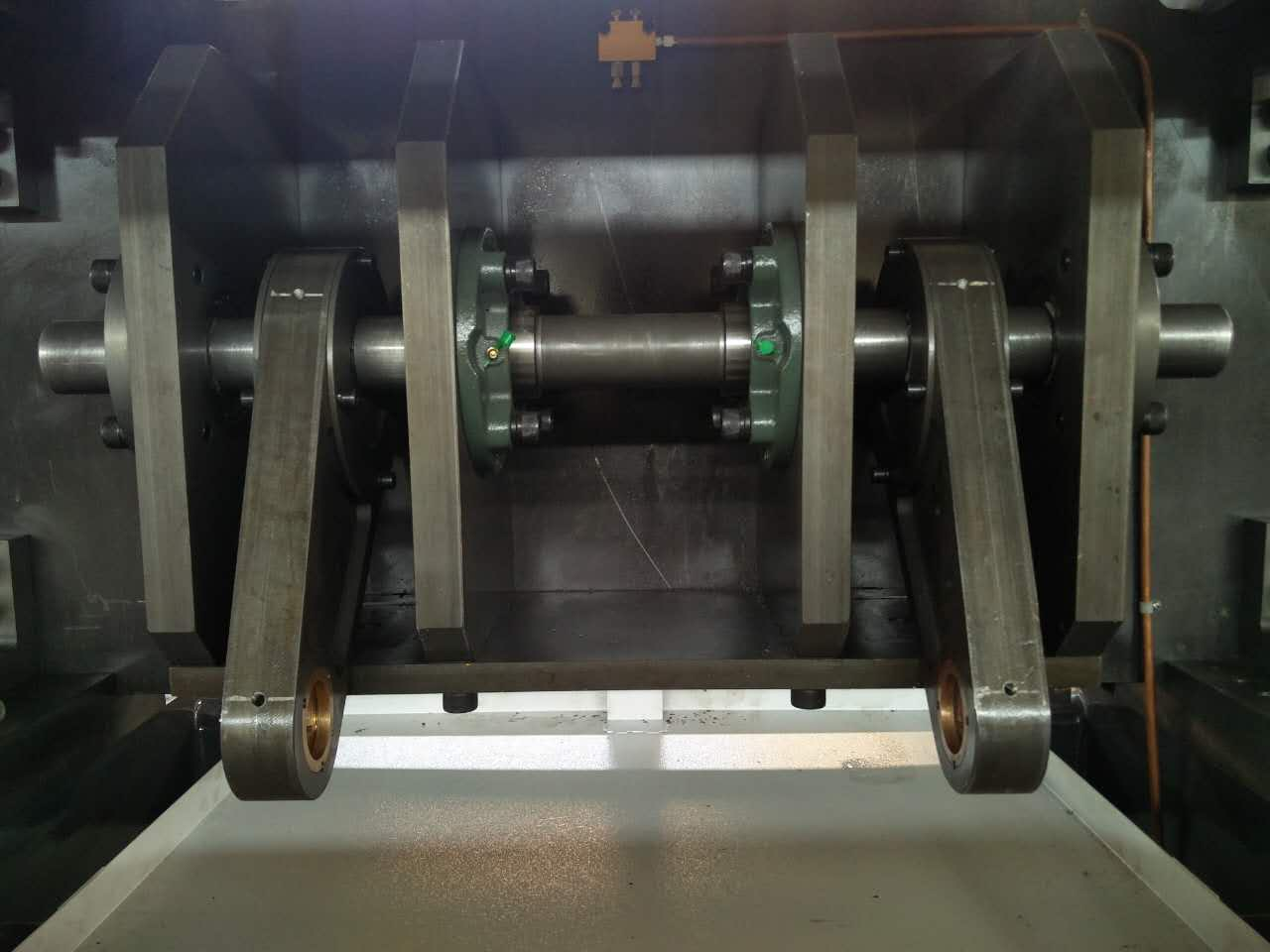
1. Et adoptéiert Mikrocomputer, Mënsch-Computer-Steierungsschnittstell, Servo-Positionéierung, an mir maachen d'Wandplack, Basis vill méi staark wéi anerer, et garantéiert datt wann d'Maschinn mat 300 Schléi/Min leeft, Dir net mierkt datt d'Maschinn ziddert.


2. Schmiersystem: Benotzt e gezwongent Schmiersystem fir eng reegelméisseg Haaptundriffsuelegversuergung ze garantéieren an d'Reibung ze reduzéieren an d'Liewensdauer vun der Maschinn ze verlängeren. Dir kënnt et sou astellen, datt et all 10 Minutten eemol geschmiert gëtt.
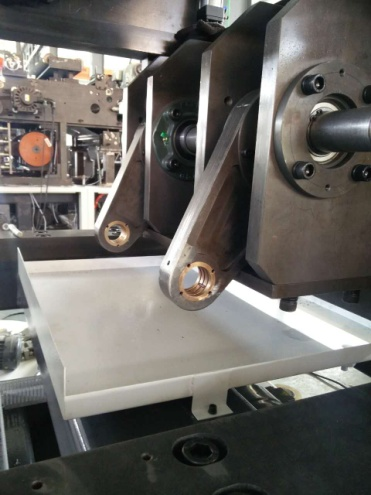

3. D'Stanzkraaft gëtt vun engem 4,5 kW Invertermotorundriff geliwwert. Et spuert net nëmmen Energie, mee kann och eng stufenlos Geschwindegkeetsupassung realiséieren, besonnesch a Kombinatioun mam extra grousse Schwéngrad, wat d'Stanzkraaft staark a stabil mécht, an de Stroumverbrauch weider reduzéiert ka ginn.


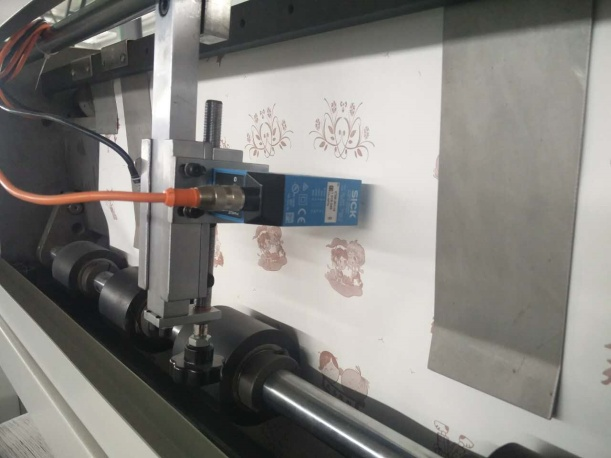
4. D'Koordinatioun tëscht dem Schrëttmotor an dem photoelektreschen A, dat Faarwen identifizéiere kann, garantéiert déi perfekt Passform vun der Ausschneidpositioun an de Figuren.
5. Elektresch Schrank
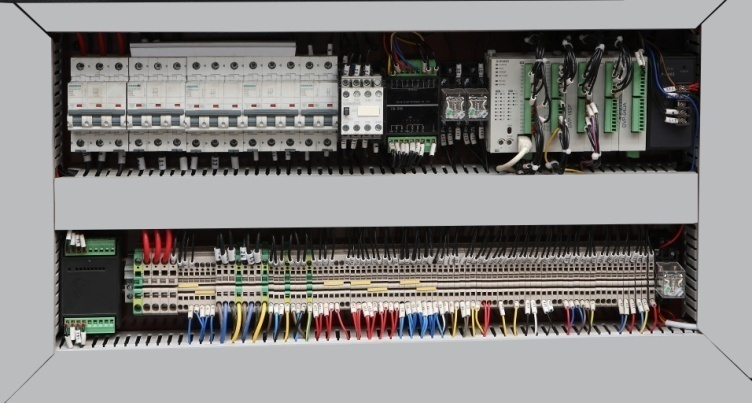
Motor: Frequenzwandler kontrolléiert den Haaptmotor, mat Eegeschafte vu gerénger Energie an héijer Effizienz.
PLC an HMI: Um Bildschierm ginn déi lafend Daten an de Status ugewisen, all Parameter kënnen iwwer de Bildschierm agestallt ginn.
Elektrescht Kontrollsystem: adoptéiert Mikrocomputerkontroll, Encoderwinkeldetektioun a Kontroll, photoelektresch Verfollegung an Detektioun, erreecht vu Pabeierzufuhr, Vermëttelen, Stanzen a Liwwerprozess automatesch Kontroll an Detektioun.
6. Zufuhrunitéit: Benotzt eng pneumatesch Ofwicklungsroll vum Kettentyp, d'Spannung kontrolléiert d'Ofwicklungsgeschwindegkeet, an dat ass hydraulesch, si kéint op d'mannst 1,5T ënnerstëtzen. Max. Rollpabeierduerchmiesser 1,5m.


7. Stanzform: Mir benotzen Schwäizer Material, dat fir op d'mannst 400 Millioune Schléi benotzt ka ginn, a wann d'Form net gutt schneit, kënnt Dir d'Klingen poléieren an dann weider benotzen.

2. Elektresch Konfiguratioun
| PLC | Taiwan Delta |
| Servomotor | Taiwan Delta |
| Touchscreen | Taiwan Weinview |
| Frequenzwechselrichter | Taiwan Delta |
| Schalten | Schneider, Siemens |
| Haaptmotor | China |





