







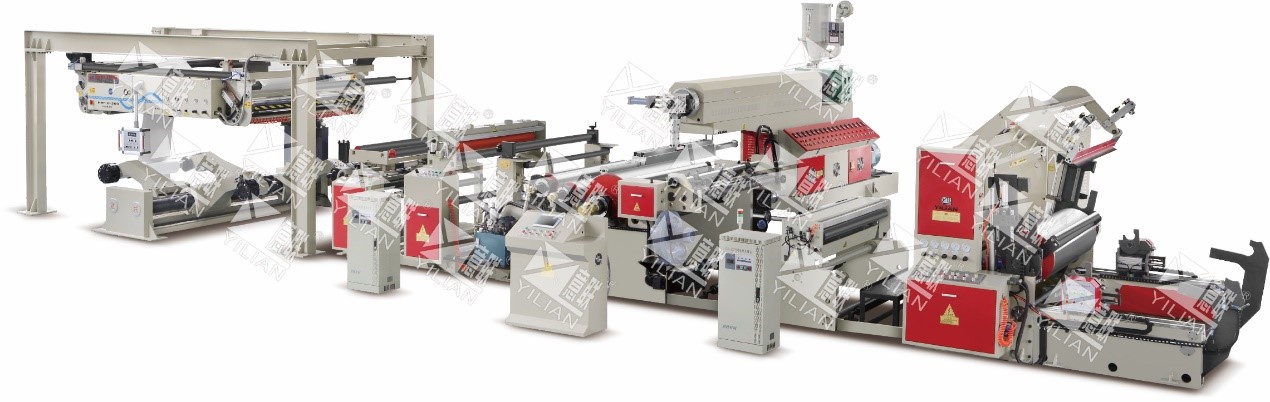




เครื่องเคลือบกระดาษ PE แบบอัดรีดอัตโนมัติ WSFM1300C
| เรซินเคลือบชุดสูท | LDPE, PP เป็นต้น |
| วัสดุพื้นฐานของชุดสูท | กระดาษ (80–400 กรัม/ตร.ม.) |
| ความเร็วเชิงกลสูงสุด | ความเร็วในการทำงาน 300 เมตร/นาที (ความเร็วในการทำงานขึ้นอยู่กับความหนาและความกว้างของชั้นเคลือบ) |
| ความกว้างของการเคลือบ | 600—1200, ความกว้างลูกกลิ้งนำทาง: 1300 มม. |
| ความหนาของสารเคลือบ | 0.008—0.05 มม. (สกรูเดี่ยว) |
| ข้อผิดพลาดเกี่ยวกับความหนาของสารเคลือบ | ≤±5% |
| ช่วงการตั้งค่าแรงตึงอัตโนมัติ | 3—100 กก. ระยะขอบเต็ม |
| ปริมาณสูงสุดของเครื่องอัดรีด | 250 กก./ชม. |
| ลูกกลิ้งระบายความร้อนแบบผสม | ∅800×1300 |
| เส้นผ่านศูนย์กลางของสกรู | ∅110 มม. อัตราส่วน 35:1 |
| เส้นผ่านศูนย์กลางการคลายสูงสุด | ∅1600 มม. |
| เส้นผ่านศูนย์กลางการกรอสูงสุด | ∅1600 มม. |
| ขนาดแกนกระดาษคลายออก: 3″6″ และขนาดแกนกระดาษม้วนกลับ: 3″6″ | |
| เครื่องอัดรีดทำงานด้วยมอเตอร์ขนาด 45 กิโลวัตต์ | |
| พลังงานทั้งหมด | ประมาณ 200 กิโลวัตต์ |
| น้ำหนักเครื่องจักร | ประมาณ 39,000 กิโลกรัม |
| มิติภายนอก | 16110 มม. × 10500 มม. × 3800 มม. |
| สีตัวเครื่อง | สีเทาและสีแดง |
1. ส่วนคลายม้วน (ควบคุมด้วย PLC, ระบบคลายม้วนแบบเซอร์โว)
1.1 เฟรมคลายเกลียว
โครงสร้าง: โครงคลายม้วนแบบไฮดรอลิกไร้เพลา
เครื่องต่อกระดาษรุ่น BA เป็นส่วนสำคัญของสายการผลิตลามิเนตและติดตั้งอยู่เหนือแท่นวางม้วนกระดาษใต้โครงสร้างสะพาน ช่วยให้การทำงานของม้วนกระดาษที่มีอยู่ต่อเนื่องไปยังม้วนกระดาษถัดไปโดยไม่หยุดชะงัก
ภายในโครงด้านข้างของเครื่องต่อแผ่นซีดีประกอบด้วยหัวต่อที่เคลื่อนที่ได้ 2 หัว และส่วนรองรับตรงกลางที่เคลื่อนที่ได้ 1 ส่วน เหนือส่วนรองรับตรงกลางนั้นมีลูกกลิ้งหนีบ 2 ตัว
ลูกกลิ้งแกนหมุน ลูกกลิ้งตัวตามแบบกลับทิศทาง และระบบตัวดันกระดาษคู่ ประกอบกันเป็นส่วนสะสมกระดาษ ซึ่งสามารถสะสมกระดาษได้ยาวถึง 4 เท่าของความยาวของเครื่องต่อกระดาษ
เครื่องจักรนี้ทำงานโดยผ่านแผงควบคุมบนตัวเครื่อง
ความเร็วในการเชื่อมต่อกระดาษสูงสุด 300 เมตร/นาที
ก) เมื่อความแข็งแรงของกระดาษมากกว่า 0.45 กก./มม. ความเร็วสูงสุด 300 ม./นาที
b) เมื่อความแข็งแรงของกระดาษมากกว่า 0.4 กก./มม. ความเร็วสูงสุด 250 ม./นาที
ค) เมื่อความแข็งแรงของกระดาษมากกว่า 0.35 กก./มม. ความเร็วสูงสุด 150 ม./นาที
ความกว้างของกระดาษ
สูงสุด 1200 มม.
ขั้นต่ำ 500 มม.
ความเร็ว CE-300
ความเร็วสูงสุด 300 เมตร/นาที
ข้อมูลนิวแมติก
ตั้งค่าแรงดันที่ 6.5 บาร์
แรงดันขั้นต่ำ 6 บาร์
รุ่น CE-300
กำลังไฟ 3.2kVA, 380VAC/50Hz/20A
แรงดันควบคุม 12VDC/24VDC
1.1.1 เครื่องคลายม้วนแบบสองสถานีทำงานชนิดแขนจับแกนหมุนไฮดรอลิกอิสระ โดยไม่ต้องใช้เพลาลม ใช้ระบบไฮดรอลิกในการโหลด ช่วยประหยัดต้นทุนโครงสร้างเชิงกลในการโหลด การสลับแกนหมุนอัตโนมัติ ช่วยลดการสิ้นเปลืองวัสดุ
1.1.2 เส้นผ่านศูนย์กลางการคลายสูงสุด: ¢1600 มม.
1.1.3 ช่วงการตั้งค่าแรงดึงอัตโนมัติ: 3—70 กก. (ระยะขอบเต็ม)
1.1.4 ความแม่นยำของแรงดึง: ± 0.2 กก.
1.1.5 แกนกระดาษ: 3” 6”
1.1.6 ระบบควบคุมแรงดึง: ตัวตรวจจับแรงดึงแบบเพลา ตรวจจับแรงดึงด้วยโพเทนชิออมิเตอร์ความแม่นยำสูง ควบคุมส่วนกลางด้วย PLC แบบโปรแกรมได้
1.1.7 ระบบควบคุมการขับเคลื่อน: ระบบเบรกกระบอกสูบ PIH, การป้อนกลับอย่างรวดเร็วด้วยตัวเข้ารหัสแบบหมุน, การควบคุมแบบวงปิดของวาล์วปรับแรงดันที่มีความแม่นยำสูง, การควบคุมส่วนกลางด้วยตัวควบคุมโปรแกรม PLC
1.1.8 การตั้งค่าแรงตึง: โดยการตั้งค่าวาล์วควบคุมแรงดันที่มีความแม่นยำสูง
1.2 ประเภทการจัดเก็บของอุปกรณ์หยิบและตัดอัตโนมัติ
1.2.1 การจัดเก็บโดยใช้บัฟเฟอร์มอเตอร์ลม ช่วยให้แรงดึงคงที่เมื่อหยิบกระดาษ
1.2.2 โครงสร้างการตัดแยกส่วน
1.2.3 PLC คำนวณความเร็วรอบเพลาใหม่โดยอัตโนมัติ และรักษาความเร็วให้สอดคล้องกับความเร็วของสายการผลิตหลัก
1.2.4 รับลูกกลิ้งกดวัสดุ ใบมีดตัดวัสดุที่แตกหัก การควบคุมแรงตึง การเปลี่ยนแปลง การรีเซ็ตทั้งหมดสามารถดำเนินการให้เสร็จสิ้นโดยอัตโนมัติ
1.2.5 สัญญาณเตือนล่วงหน้าสำหรับการเปลี่ยนลูกกลิ้ง: เมื่อเส้นผ่านศูนย์กลางการทำงานถึง 150 มม. เครื่องจะส่งสัญญาณเตือน
1.3 การควบคุมการเรียงกระแส: ระบบควบคุมการเรียงกระแสด้วยพัตเตอร์โฟโตอิเล็กทริก (โครงสร้าง bst)
2. โคโรนา (ปรับแต่งอี๋เหลียน)
กำลังการบำบัดด้วยโคโรนา: 20 กิโลวัตต์
3. ชุดแผ่นลามิเนตไฮดรอลิก:
3.1 โครงสร้างลูกกลิ้งสามตัวสำหรับการเคลือบแบบคอมโพสิต พร้อมลูกกลิ้งกดด้านหลัง ช่วยให้ลูกกลิ้งรับน้ำหนักได้สม่ำเสมอ และทำให้คอมโพสิตมีความแน่นหนา
3.2 การถอดลูกกลิ้งยางซิลิโคน: ผลิตภัณฑ์ผสมนั้นสามารถลอกออกจากลูกกลิ้งระบายความร้อนได้ง่าย แต่ระบบไฮดรอลิกสามารถกดให้แน่นได้
3.3 โครงสร้างการแผ่ฟิล์มแบบม้วนโค้ง: ช่วยให้สามารถกางฟิล์มได้อย่างรวดเร็ว
3.4 ลูกกลิ้งปรับวัสดุป้อนแบบผสมสามารถเอาชนะจุดอ่อนเรื่องความหนาของวัสดุฟิล์มที่ไม่สม่ำเสมอและปัญหาอื่นๆ ได้
3.5 เครื่องเป่าลมแรงดันสูงดูดเศษวัสดุขอบคมได้อย่างรวดเร็ว
3.6 ลูกกลิ้งตัดช่องทางออกผสม
3.7 ลูกกลิ้งผสมถูกขับเคลื่อนด้วยมอเตอร์อย่างอิสระ
3.8 มอเตอร์ขับเคลื่อนลูกกลิ้งแบบผสมถูกควบคุมด้วยตัวควบคุมความถี่ของญี่ปุ่น
รายละเอียด:
(1)ลูกกลิ้งผสม: ¢ 800 × 1300 มม. 1 ชิ้น
(2)ลูกกลิ้งยาง: ¢ 260 × 1300 มม. 1 ชิ้น
(3)ลูกกลิ้งกด: ¢ 300 × 1300 มม. 1 ชิ้น
(4)กระบอกผสมน้ำมัน: 63 × 150 จำนวน 2 ชิ้น
(5)ลูกกลิ้งลอกออก: ¢130 × 1300 1 ชิ้น
(6)มอเตอร์ 11KW (เซี่ยงไฮ้) 1 ชุด
(7) เครื่องแปลงความถี่ 11KW (ญี่ปุ่น ยาสกาวา)
(8) ตัวเชื่อมต่อแบบหมุน: (2.5"2 1.25"4)
4. เครื่องอัดรีด (ปรับความสูงอัตโนมัติ)
4.1 เส้นผ่านศูนย์กลางสกรู: ¢ 110, กำลังการอัดรีดสูงสุดประมาณ: 250 กก./ชม. (เทคโนโลยีญี่ปุ่น)
4.2 ที-ได (GMA ไต้หวัน)
4.2.1 ความกว้างของแม่พิมพ์: 1400 มม.
4.2.2 ความกว้างใช้งานของแม่พิมพ์: 500-1200 มม.
4.2.3 ช่องว่างขอบแม่พิมพ์: 0.8 มม., ความหนาของชั้นเคลือบ: 0.008—0.05 มม.
4.2.4 ความคลาดเคลื่อนของความหนาการเคลือบ: ≤±5%
4.2.5 ท่อทำความร้อนไฟฟ้าภายใน ให้ความร้อนสูง ประสิทธิภาพการทำความร้อนดี อุณหภูมิเพิ่มขึ้นอย่างรวดเร็ว
4.2.6 ทางเดินแบบปิดสนิท การปรับความกว้างในการบรรจุ
4.3 อุปกรณ์เครือข่ายที่เปลี่ยนแปลงอย่างรวดเร็ว
4.4 รถเข็นสามารถเดินไปข้างหน้าและข้างหลังได้ สามารถยกขึ้นลงได้โดยอัตโนมัติ ระยะการยก: 0-100 มม.
4.5 แม่พิมพ์ควบคุมอุณหภูมิ 7 จุด แกนสกรูควบคุมอุณหภูมิ 8 ส่วน ตัวเชื่อมต่อควบคุมอุณหภูมิ 2 จุด โดยใช้หน่วยทำความร้อนอินฟราเรด
4.6 เกียร์ทดกำลังสูงแบบฟันแข็ง (Guo tai guo mao)
4.7 ตัวควบคุมอุณหภูมิดิจิทัล การควบคุมอุณหภูมิอัตโนมัติ
ส่วนประกอบหลัก:
(1) มอเตอร์ AC 45 กิโลวัตต์ (เซี่ยงไฮ้)
(2) ตัวแปลงความถี่ 45KW (ญี่ปุ่น ยาสกาวา)
(3) ตัวควบคุมอุณหภูมิดิจิทัล 18 ชิ้น
(4) มอเตอร์เดิน 1.5KW
5. อุปกรณ์ตัดแต่งใบมีดกลมแบบใช้ลม
5.1 อุปกรณ์ปรับความกว้างการตัดกระดาษแบบสกรูรูปสี่เหลี่ยมคางหมู
5.2 เครื่องตัดแรงดันลม
5.3 5.5kw ดูดซับขอบแรงดันสูง
6. ชุดม้วนสาย: โครงสร้างแข็งแรงทนทานแบบ 3 มิติ
6.1 กรอบกรอฟิล์ม:
6.1.1 เครื่องม้วนกลับแบบไฟฟ้าชนิดแรงเสียดทาน สองสถานี ตัดและหยิบวัสดุสำเร็จรูปอัตโนมัติความเร็วสูง ขนถ่ายอัตโนมัติ
6.1.2 เส้นผ่านศูนย์กลางการกรอสูงสุด: ¢ 1600 มม.
6.1.3 ความเร็วในการพลิกคว่ำ: 1 รอบ/นาที
6.1.4 แรงดึง: 3–70 กก.
6.1.5 ความแม่นยำของแรงดึง: ± 0.2 กก.
6.1.6 แกนกระดาษ: 3″ 6″
6.1.7 ระบบควบคุมแรงตึง: กระบอกสูบรองรับแรงตึงใช้โครงสร้างแบบลูกกลิ้งลอยตัว แรงตึงจะถูกตรวจจับโดยโพเทนชิออมิเตอร์ความแม่นยำสูง และตัวควบคุมโปรแกรม PLC จะควบคุมแรงตึงจากส่วนกลาง (กระบอกสูบแรงเสียดทานต่ำ SMC จากญี่ปุ่น) 1 ชุด
6.1.8 ระบบควบคุมการขับเคลื่อน: มอเตอร์ขับเคลื่อน 11KW, ระบบป้อนกลับความเร็วด้วยตัวเข้ารหัสแบบหมุน, ระบบควบคุมแบบวงปิดคู่ด้วยอินเวอร์เตอร์ AC ของ Senlan, ตัวควบคุมแบบโปรแกรมได้ PLC ควบคุมส่วนกลาง 1 ชุด
6.1.9 การตั้งค่าแรงตึงคงที่: การตั้งค่าตัวควบคุมแรงดันความแม่นยำสูง (SMC ประเทศญี่ปุ่น)
6.1.10 การตั้งค่าแรงตึงเรียว: ตั้งค่าได้ตามต้องการผ่านหน้าจอคอมพิวเตอร์ การควบคุมด้วย PLC หรือการแปลงค่าตามอัตราส่วนไฟฟ้า/อากาศ (บริษัท SMC ประเทศญี่ปุ่น)
6.2 อุปกรณ์ป้อนและตัดอัตโนมัติ
6.2.1 ลูกกลิ้งรองรับการต่อชิ้นงานถูกควบคุมโดย PLC เพื่อขับเคลื่อนมอเตอร์ให้ยึดชิ้นงานให้ห่างจากลูกกลิ้งเสียดสี
6.2.2 กลไกตัดอิสระแบบไฮดรอลิก
6.2.3 PLC คำนวณกระบวนการหยิบสินค้าอัตโนมัติ การเปลี่ยนปริมาณสินค้าเสร็จสมบูรณ์ด้วยการกดปุ่มเพียงครั้งเดียว
6.2.4 ฟังก์ชันของลูกกลิ้งรองรับ วัสดุตัด การรีเซ็ต ฯลฯ จะดำเนินการโดยอัตโนมัติ
6.2.5 ข้อมูลจำเพาะ
(1) ลูกกลิ้งแรงเสียดทาน: ¢700x1300 มม. 1 บาร์
(2) มอเตอร์ที่คดเคี้ยว: 11KW (Shanghai Lichao) 1 ชุด
(3) กล่องเกียร์แบบหมุนลง: ตัวลดเกียร์เกลียวผิวแข็ง (ประเทศไทย Mau)
(4) อินเวอร์เตอร์: 11KW (ญี่ปุ่น Yaskawa) 1 ชุด
(5) กล่องเกียร์ลูกกลิ้งรองรับ: 1 ชุดแรง
(6) ตัวลดความเร็ว: ฟันแข็ง 1 ชุดแรง
(7) อุปกรณ์ลดความเร็วในการเดินแบบกลิ้ง: แรง 1 ชุด
(8) สถานีปล่อยน้ำไฮดรอลิก
7. เครื่องมือถอดเพลาลมอัตโนมัติ
8. ส่วนขับเคลื่อน
8.1 มอเตอร์หลัก ใช้สายพานซิงโครนัสสำหรับระบบส่งกำลัง
8.2 มอเตอร์สำหรับพันด้าย ม้วนด้าย และคลายด้าย: ระบบขับเคลื่อนสายพานใช้เฟืองโค้ง โซ่ และสายพานซิงโครนัส
8.3 ชุดเกียร์ขับหลัก: เฟืองเกลียวแช่น้ำมันแบบซีล, โครงสร้างส่งกำลังเฟืองเกลียวแบบเส้นตรง
9. หน่วยควบคุม
ตู้ไฟฟ้าแบบแยกอิสระ การควบคุมแบบรวมศูนย์ การทำงานแบบผสมผสานกับตู้ควบคุมแบบรวมศูนย์ ระบบอัตโนมัติของเครื่องจักรใช้ชุดอุปกรณ์ PLC (Hollsys) ที่มีความสามารถในการประมวลผลสูง และใช้การสื่อสารผ่านเครือข่ายระหว่างอินเทอร์เฟซเพื่อส่งสัญญาณการสื่อสารระหว่างคนกับเครื่องจักร PLC หน่วยการอัดรีด และอินเทอร์เฟซการสื่อสารระหว่างคนกับเครื่องจักรเชื่อมต่อกันเพื่อสร้างระบบควบคุมอัตโนมัติแบบบูรณาการ สามารถตั้งค่าพารามิเตอร์ใดๆ ก็ได้ พร้อมการคำนวณอัตโนมัติ การบันทึก การตรวจจับ การแจ้งเตือน ฯลฯ สามารถแสดงผลค่าความตึง ความเร็ว ความหนาของการเคลือบ ความเร็ว และสภาวะการทำงานต่างๆ ได้
10. อื่นๆ
11.1 ลูกกลิ้งนำทาง: ลูกกลิ้งนำทางทำจากอลูมิเนียมอัลลอยด์ชุบแข็งแบบอะโนไดซ์ ในกระบวนการเคลื่อนที่
11.2 อุปกรณ์ไฟฟ้าแรงดันต่ำสำหรับประเทศฝรั่งเศส เช่น Schneider, Omron จากประเทศญี่ปุ่น เป็นต้น
11.ยี่ห้อชิ้นส่วน
11.1 PLC (ปักกิ่ง ฮอลลีซิส)
11.2 หน้าจอสัมผัส (ไต้หวัน)
11.3 ตัวแปลงความถี่: ยาสกาวะ ประเทศญี่ปุ่น
11.4 มอเตอร์หลัก: เซี่ยงไฮ้
กระบอกสูบแรงเสียดทานต่ำ 11.5 (บริษัท SMC ประเทศญี่ปุ่น)
11.6 คอนแทคเตอร์ไฟฟ้ากระแสสลับ (ชไนเดอร์)
11.7 ปุ่ม (ชไนเดอร์)
11. เครื่องผสมแบบคงที่ (ไต้หวัน)
วาล์วควบคุมแรงดันกระบอกสูบ 11.9 (ไต้หวัน)
11.10 วาล์วแลกเปลี่ยนแม่เหล็ก (ไต้หวัน)
11.11 วาล์วควบคุมแรงดันความแม่นยำสูง (SMC)
12. ลูกค้าจัดหาอุปกรณ์เอง
12.1 พื้นที่สำหรับอุปกรณ์และฐานราก
12.2 การจัดหาอุปกรณ์สำหรับตู้ไฟฟ้าเครื่องจักร
12.3 การจ่ายน้ำให้กับเครื่องจักรทั้งภายในและภายนอกประตูทางเข้า (ผู้ซื้อเป็นผู้เตรียมเครื่องทำความเย็น)
12.4 การจ่ายก๊าซให้กับเครื่องที่ติดตั้งเข้าและออกจากปากใบ
12.5 ท่อไอเสียและพัดลม
12.6 การรวบรวม การขนถ่าย และการลำเลียงวัสดุฐานสำหรับเครื่องมือสำเร็จรูป
12.7 สิ่งอำนวยความสะดวกอื่นๆ ที่ไม่ได้ระบุไว้ในสัญญา
13. รายการอะไหล่:
| เลขที่ | ชื่อ | สเปค |
| 1 | เทอร์โมคัปเปิล | 3M/4M/5M |
| 2 | ตัวควบคุมอุณหภูมิ | ออมรอน |
| 3 | วาล์วควบคุมขนาดเล็ก | 4V210-08 |
| 4 | วาล์วควบคุมขนาดเล็ก | 4V310-10 |
| 5 | สวิตช์ตรวจจับระยะใกล้ | 1750 |
| 6 | รีเลย์แบบแข็ง | 150A และ 75A |
| 7 | สวิตช์การเดินทาง | 8108 |
| 10 | หน่วยทำความร้อน | ขนาด ϕ90*150 มม. กำลังไฟ 700 วัตต์ |
| 11 | หน่วยทำความร้อน | ขนาด ϕ350*100 มม., 1.7 กิโลวัตต์ |
| 12 | หน่วยทำความร้อน | 242*218 มม., 1.7 กิโลวัตต์ |
| 13 | หน่วยทำความร้อน | 218*218 มม., 1 กิโลวัตต์ |
| 14 | หน่วยทำความร้อน | 218*120 มม., 800 วัตต์ |
| 15 | ปุ่มชไนเดอร์ | ZB2BWM51C/41C/31C |
| 16 | วาล์วอากาศ | |
| 17 | เทปทนความร้อนสูง | 50 มม.*33 ม. |
| 18 | เทปเทฟลอน | |
| 19 | ฝาครอบลูกกลิ้งโคโรนา | 200*1300 มม. |
| 20 | แผ่นทองแดง | |
| 21 | ตัวกรองหน้าจอ | |
| 22 | หมุนเวียนช่องแคบ | 150*80*2.5 |
| 23 | ตัวเชื่อมต่อลม | |
| 24 | ปืนลม | |
| 25 | ข้อต่อน้ำ | 80A และ 40A |
| 27 | สกรูและอื่นๆ | |
| 28 | โซ่ลาก | |
| 29 | กล่องเครื่องมือ |
ส่วนประกอบหลักและรูปภาพ:
| ส่วนประกอบหลักแบบอย่าง | เครื่องเคลือบแบบอัดรีดอัตโนมัติ WSFM1300C | |
| เครื่องอัดรีด | เครื่องอัดรีดปรับความสูงอัตโนมัติมอเตอร์: 45 กิโลวัตต์ เส้นผ่านศูนย์กลางของสกรู: 110 มม. |  |
| เครื่องทำความร้อนอินฟราเรด |  | |
| ที ได | ไต้หวัน GMAความกว้าง: 1400 มม. |  |
| โครงสร้างการคลายเกลียว | การต่อสายอัตโนมัติ 300 เมตร/นาที |  |
| เครื่องคลายแบบไฮดรอลิกไร้เพลาแกนกระดาษขนาด 3/6 นิ้ว งานหนัก |  | |
| การรักษาโคโรนา | 20KW, ปรับแต่งตามแบบ Yilian |  |
| การนำทางบนเว็บ | โครงสร้าง BST |  |
| สะพาน | วัสดุอลูมิเนียม |  |
| ลูกกลิ้งผสม | Ф800 มม., ชุบโครมแข็ง 0.07 มม. |  |
| ส่วนประกอบ | ระบบป้องกันแรงดันไฮดรอลิก ช่วยให้การยึดเกาะดีขึ้น แรงดันสม่ำเสมอมากขึ้น คุณภาพการเคลือบดีขึ้นระบบม้วนเทปอัตโนมัติ |  |
| อุปกรณ์ตัดแต่ง | การตัดแต่งด้วยลมไต้หวันใบมีดด้านล่าง: Ø 150 × Ø120×17-13 ใบมีดด้านบน: Ø 150 × Ø80 × 2.5 |  |
| เครื่องเป่าขอบ | แบบดูดอากาศ 5.5 กิโลวัตต์ |  |
| โครงสร้างการกรอถอยหลัง | ระบบกรออัตโนมัติ 300 เมตร/นาทีระบบกรอฟิล์มแบบแรงเสียดทานสูง (สิทธิบัตรจากโรงงาน) |  |
| เครื่องดึงเพลา | เพื่อถอดและติดตั้งเพลาอากาศโดยอัตโนมัติ |  |
| อินเวอร์เตอร์ความถี่ | ยาสกาวาของญี่ปุ่น |  |
เครื่องคลายม้วน (เครื่องต่อม้วนอัตโนมัติ) → การนำทางม้วน → เครื่องปรับสภาพด้วยโคโรนา → ส่วนการอัดขึ้นรูปและการผสม → การตัดแต่งขอบ → การม้วนกลับ





