







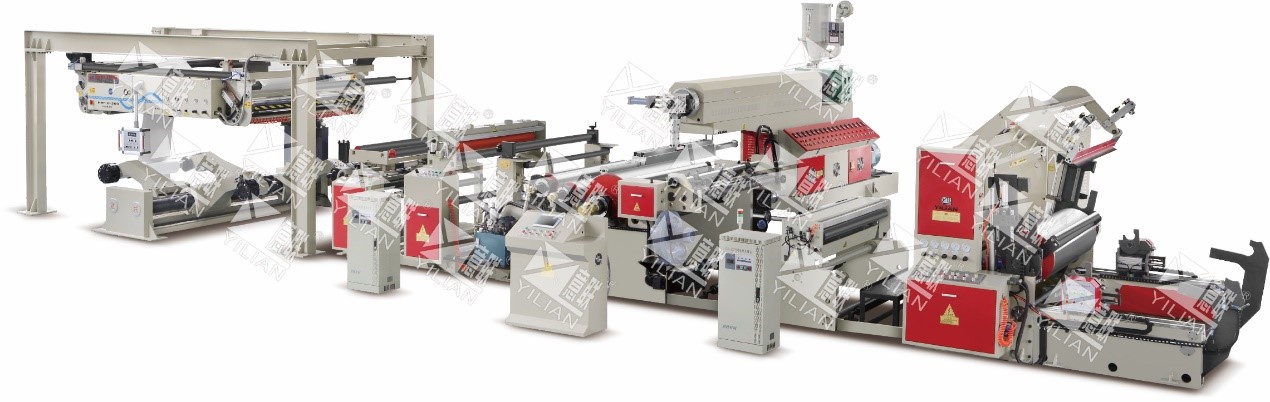




Mașină automată de acoperire cu extrudare PE din hârtie WSFM1300C
| Rășină de laminare pentru costume | LDPE, PP etc. |
| Materialul de bază al costumului | hârtie (80—400g/m²) |
| Viteză mecanică maximă | 300 m/min (viteza de lucru depinde de grosimea și lățimea stratului de acoperire) |
| Lățimea stratului de acoperire | 600—1200, lățimea rolei de ghidare: 1300 mm |
| Grosimea stratului de acoperire | 0,008—0,05 mm (Șurub unic) |
| Eroare de grosime a stratului de acoperire | ≤±5% |
| Interval de setare automată a tensiunii | Marjă completă de 3—100 kg |
| Cantitate maximă extruder | 250 kg/h |
| Rolă de răcire compusă | ∅800×1300 |
| Diametrul șurubului | Raport ∅110mm 35:1 |
| Diametrul maxim de derulare | ∅1600 mm |
| Diametrul maxim de rebobinare | ∅1600 mm |
| Diametrul miezului de derulare a hârtiei: 3″6″ și diametrul miezului de derulare a hârtiei: 3″6″ | |
| Extruderul este acționat de 45kw | |
| Putere totală | aproximativ 200 kW |
| Greutatea mașinii | aproximativ 39000 kg |
| Dimensiunea exterioară | 16110 mm × 10500 mm × 3800 mm |
| Culoarea corpului mașinii | Gri și roșu |
1. Derulați piesa (cu PLC, servo-desfășurare)
1.1 Derulați cadrul
Structură: Cadru de derulare hidraulic fără arbore
Mașina de îmbinat din seria BA face parte integrantă din linia de laminare și este instalată deasupra suportului de laminare, sub structura punții. Aceasta permite continuitatea rulării rolei de hârtie existente la următoarea rolă de hârtie fără oprirea producției.
În cadrul lateral al mașinii de supit se află 2 capete de supit mobile și o secțiune centrală de susținere mobilă. Deasupra acesteia se află 2 role de presare.
Rola cabestan, rola de ghidare inversă și sistemul cu dublă dansatoare formează secțiunea de acumulare a hârtiei, care este capabilă să acumuleze hârtie de până la 4 ori lungimea aparatului de sutit.
Mașina este operată prin intermediul panoului de operare de pe mașină
Viteză de legare a hârtiei Max. 300m/min
a) când rezistența hârtiei este mai mare de 0,45 kg/mm, max. 300 m/min;
b) când rezistența hârtiei este mai mare de 0,4 kg/mm, max. 250 m/min;
c) când rezistența hârtiei este mai mare de 0,35 kg/mm, max. 150 m/min;
Lățimea hârtiei
Maxim 1200 mm
Min. 500 mm
Viteză CE-300
Maxim 300 m/min
Date pneumatice
Presiune de reglare 6,5 bar
Presiune minimă 6 bar
Modelul CE-300
Putere 3,2 kVA, 380 V CA/50 Hz/20 A
Tensiune de comandă 12VDC/24VDC
1.1.1 Braț de prindere hidraulic independent al axului principal, cu stație de lucru dublă, derulare, fără arbore de aer, încărcare hidraulică, economisind costul încărcării structurii mecanice. Alternarea automată a tamburului arborelui AB, mai puțină risipă de material.
1.1.2 Diametru maxim de derulare: ¢1600 mm
1.1.3 Interval de setare automată a tensiunii: 3—70 kg marjă completă
1.1.4 precizie tensiune: ± 0,2 kg
1.1.5 miez de hârtie: 3” 6”
1.1.6 Sistem de control al tensiunii: detector de tensiune tip arbore prin potențiometru de precizie pentru detectarea tensiunii, control centralizat prin PLC programabil
1.1.7 Sistem de control al acționării: Frânare cilindrică PIH, feedback rapid al encoderului rotativ, control în buclă închisă al supapei de reglare a presiunii de precizie, controler programabil PLC control centralizat
1.1.8 Reglarea tensiunii: Prin reglarea precisă a supapei de reglare a presiunii
1.2 Tipul de depozitare al dispozitivului automat de preluare și tăiere
1.2.1 Depozitarea este acționată de un amortizor pneumatic pentru motor, asigurând o tensiune stabilă la preluarea hârtiei.
1.2.2 structură separată de tăiere
1.2.3 PLC calculează automat noua viteză de rotație a arborelui și menține viteza la viteza liniei principale
1.2.4 Rola de presare a materialului primește materialul, materialul rupt al tăietorului. Schimbarea controlului tensiunii, resetarea tuturor se poate termina automat
1.2.5 Pre-alarma pentru schimbarea rolei: când diametrul de lucru atinge 150 mm, mașina va declanșa o alarmă
1.3 Controlul redresării: sistem de control al redresării cu putter fotoelectric (structura BST)
2. Corona (personalizat Yilian)
Putere tratament Corona: 20 kw
3. Unitate de laminare hidraulică:
3.1 Trei role care laminează structura compusă, rola de presare din spate, pot face ca rola compusă să suporte o rezistență uniformă, compusul ferm.
3.2 Îndepărtarea rolei de cauciuc siliconic: produsul compus este ușor de desprins de pe rola de răcire, hidraulicul poate presa ferm.
3.3 Structura de aplatizare a filmului rulant curbat: poate face ca filmul să se desfășoare rapid
3.4 Rola de reglare a materialului de alimentare compus poate depăși slăbiciunile inegale ale grosimii materialului peliculei și așa mai departe
3.5 Suflanta de înaltă presiune aspiră rapid marginea deșeurilor.
3.6 Rolă tăietoare cu ieșire compusă
3.7 Cilindrul compus este acționat dependent de motor
3.8 Motorul acționat de role compuse este controlat de un regulator de frecvență japonez
Specificații:
(1) rolă compactă: 800 × 1300 mm 1 buc.
(2) rolă de cauciuc: 260 × 1300 mm 1 buc.
(3) rolă de presare: 300 × 1300 mm 1 buc.
(4) cilindru ulei combinat: ¢63 × 150 2 buc
(5) rolă detașabilă: 130 × 1300 (1 buc.)
(6)Motor de 11 kW (SHANGHAI) 1 set
(7) Convertor de frecvență de 11 kW (JAPONIA YASKAWA)
(8) conector rotativ: (2,5"2 1,25"4)
4. Extruder (reglare automată a înălțimii)
4.1 Diametrul șurubului: ¢ 110, extruder maxim aproximativ: 250 kg/h (tehnologie japoneză)
4.2 Matrice T (Taiwan GMA)
4.2.1 Lățimea matriței: 1400 mm
4.2.2 Lățimea efectivă a matriței: 500-1200 mm
4.2.3 Distanța dintre buza matriței: 0,8 mm, grosimea stratului de acoperire: 0,008 - 0,05 mm
4.2.4 Eroare grosime strat: ≤±5%
4.2.5 Încălzire electrică în interiorul tubului de încălzire, încălzire eficientă, creștere rapidă a temperaturii
4.2.6 Pasaj complet închis, Reglarea lățimii de umplere
4.3 Dispozitive de rețea cu schimbare rapidă
4.4 Mersul înainte și înapoi, poate ridica automat căruciorul, interval de ridicare: 0-100 mm
4.5 Controlul temperaturii cu 7 zone ale matriței. Controlul temperaturii cu 8 secțiuni ale cilindrului șurubului. Controlul temperaturii cu 2 zone ale conectorului adoptă unități de încălzire cu infraroșu.
4.6 Cutie de viteze de mare putere, DINȚI DURI (Guo tai guo mao)
4.7 Controler digital de temperatură, control automat al temperaturii
Părți principale:
(1) Motor de curent alternativ de 45 kW (SHANGHAI)
(2) Convertor de frecvență de 45 kW (JAPONIA YASKAWA)
(3) Controler digital de temperatură 18 buc
(4) Motor de mers de 1,5 kW
5. Dispozitiv pneumatic de tăiere cu cuțit rotund
5.1 Dispozitiv de reglare transversală cu șurub trapezoidal, modifică lățimea de tăiere a hârtiei
5.2 Mașină de tăiat pneumatică cu presiune
5.3 5.5kw absorbție de margine de înaltă presiune
6. Unitate de rebobinare: Structură 3D rezistentă
6.1 Cadru de rebobinare:
6.1.1 Mașină de rebobinare electrică cu două stații, tip frecare, tăiere și preluare automată de mare viteză a materialului finit, descărcare automată.
6.1.2 Diametrul maxim de rebobinare: ¢ 1600 mm
6.1.3 viteză de rulare: 1 r/min
6.1.4 tensiune: 3-70 kg
6.1.5 Precizia tensiunii: ± 0,2 kg
6.1.6 miez de hârtie: 3″ 6″
6.1.7 Sistem de control al tensiunii: Perna cilindrului acționează structura de tip rolă plutitoare, tensiunea este detectată de potențiometrul de precizie, iar controlerul programabil PLC controlează central tensiunea. (Cilindr japonez SMC cu frecare redusă) 1 set
6.1.8 Sistem de control al acționării: acționare motor de 11 kW, feedback de viteză cu encoder rotativ, control cu buclă închisă dublă cu invertor Senlan AC, controler programabil PLC control centralizat. 1 set
6.1.9 Setarea tensiunii constante: Setarea regulatorului de presiune de precizie (Japonia SMC)
6.1.10 Setarea tensiunii conice: setată arbitrar prin ecranul computerului, control PLC, conversie prin raport electric/aer (Japonia SMC)
6.2 Dispozitiv automat de alimentare și tăiere
6.2.1 Rolele de susținere a îmbinării sunt controlate de un PLC pentru a acționa motorul și a ține materialul departe de rola de frecare
6.2.2 Mecanism hidraulic independent de tăiere
6.2.3 Calculul automat al procesului de picking de către PLC, înlocuirea volumului se realizează cu o tastă
6.2.4 Funcția rolei de susținere, tăierea materialului, resetarea etc. se finalizează automat
6.2.5 Specificații
(1) Rolă de frecare: ¢700x1300mm 1 bară
(2) Motor de bobinare: 11KW (Shanghai Lichao) 1 set
(3) Cutie de viteze cu derulare descendentă: reductor elicoidal cu suprafață călită (Thailand Mau)
(4) Invertor: 11KW (Japonia Yaskawa) 1 set
(5) Cutie de viteze cu role de susținere: 1 set de forță
(6) Reductor de viteză: dinți duri 1 set de forță
(7) Reductor de viteză de mers cu rostogolire: 1 set de forță
(8) Stație hidraulică de descărcare
7. Extractor automat pentru arborele de aer
8. Secțiunea de acționare
8.1 Motorul principal, cureaua de transmisie adoptă o curea sincronă
8.2 Motor de compoundare, rebobinare și derulare: Cureaua de transmisie adoptă angrenaj cu arc, lanț și transmisie cu curea sincronă
8.3 Cutie de viteze principală: Etanșare angrenaj elicoidal imersat în ulei, Structură de transmisie cu angrenaj elicoidal liniar
9. Unitate de control
Tablou electric independent, control centralizat, locație compozită cu operare centralizată a tabloului de comandă. Sistem de automatizare a mașinii utilizează un set de dispozitive PLC (hollsys) cu capacitate ridicată de procesare și semnale de dialog om-mașină utilizând comunicarea în rețea între interfață. PLC, unitatea de extrudare și interfața de dialog om-mașină se află între sistemul de acționare și constituie un sistem de control automat integrat. Se pot seta orice parametri, cu calcul automat, memorie, detectare, alarmă etc. Poate afișa tensiunea, viteza, grosimea stratului de acoperire, viteza și diferite condiții de lucru.
10. alții
11.1 Rolă de ghidare: Anodizare dură a rolei de ghidare din aliaj de aluminiu, procesul de mișcare
11.2 Aparate de joasă tensiune pentru Franța Schneider, Omron Japonia etc.
11. marcă de piese
11.1 PLC (Beijing Hollysys)
11.2 Ecran tactil (TAIWAN)
Convertor de frecvență 11.3:Japonia Yaskawa
11.4 Motor principal: SHANGHAI
Cilindru cu frecare redusă de 11,5 (Japonia SMC)
11.6 CONTACTOR DE C.A. (Schneider)
Buton 11.7 (Schneider)
11. Mixer static (Taiwan)
Supapă de reglare a presiunii cilindrului 11.9 (Taiwan)
11.10 Supapă magnetică de schimb (Taiwan)
11.11 supapă de reglare a presiunii de precizie (SMC)
12. Clientul își asigură singur facilitățile
12.1 Spațiul pentru echipamente și fundația
12.2 Furnizarea de facilități pentru tabloul electric al mașinii
12.3 Alimentarea cu apă a instalațiilor mașinilor, la intrare și la ieșire din poartă (cumpărătorul pregătește răcitorul de apă)
12.4 Alimentarea cu gaz a setului de mașini în și din stomat
12.5 Țeavă de evacuare și ventilator
12.6 Colectarea, încărcarea și descărcarea materialului de bază de pe sculele finite
12.7 Alte facilități nemenționate în contract
13. Listă de piese de schimb:
| Nu. | Nume | Specificații |
| 1 | Termocuplu | 3M/4M/5M |
| 2 | Controler de temperatură | Omron |
| 3 | Supapă de microreglare | 4V210-08 |
| 4 | Supapă de microreglare | 4V310-10 |
| 5 | comutator de proximitate | 1750 |
| 6 | Releu solid | 150A și 75A |
| 7 | comutator de călătorie | 8108 |
| 10 | unitate de încălzire | ϕ90*150mm, 700W |
| 11 | unitate de încălzire | ϕ350*100mm, 1.7KW |
| 12 | unitate de încălzire | 242 * 218 mm, 1,7 kW |
| 13 | unitate de încălzire | 218 * 218 mm, 1 kW |
| 14 | unitate de încălzire | 218*120mm, 800W |
| 15 | Buton Schneider | ZB2BWM51C/41C/31C |
| 16 | robinet de aer | |
| 17 | Bandă pentru temperaturi înalte | 50mm*33m |
| 18 | bandă de telflon | |
| 19 | Capac rolă Corona | 200 * 1300 mm |
| 20 | Foaie de cupru | |
| 21 | filtru de ecran | |
| 22 | Fante circulante | 150*80*2,5 |
| 23 | conector pneumatic | |
| 24 | pușcă cu aer comprimat | |
| 25 | îmbinare cu apă | 80A și 40A |
| 27 | șuruburi și altele | |
| 28 | lanț de tracțiune | |
| 29 | cutie de scule |
Părți principale și imagine:
| Părți principaleMODEL | Mașină automată de acoperire prin extrudare WSFM1300C | |
| Extruder | Extruder cu reglare automată a înălțimiiMotor: 45KW Diametru șurub: 110 mm |  |
| Unități de încălzire cu infraroșu |  | |
| Mori | GMA din TaiwanLățime: 1400 mm |  |
| Structura de desfășurare | Îmbinare automată la 300 m/min |  |
| Derulator hidraulic fără arboreMiez de hârtie de 3/6 inch, Sarcini grele |  | |
| Tratamentul pentru coronavirus | 20KW, personalizat Yilian |  |
| Ghidare web | Structura BST |  |
| Pod | Material din aluminiu |  |
| Rolă de compoundare | Ф800mm, crom dur 0,07mm |  |
| Partea compusă | Sistem de protecție a presiunii hidraulice, lipire mai bună, presiune mai uniformă, calitate a acoperirii mai bunăSistem automat de înfășurare a benzii |  |
| Dispozitiv de tundere | Taierea pneumatică din TaiwanLama inferioară: Ø 150 × Ø 120 × 17-13 Lamă superioară: Ø 150 × Ø80 × 2,5 |  |
| Suflantă de margini | Tip de aspirație a aerului, 5,5 kW |  |
| Structura de rebobinare | Rebobinare automată 300 m/minRebobinare prin frecare de mare putere (brevet din fabrică) |  |
| Extractor de axe | Pentru a scoate și instala automat arborele de aer |  |
| Invertor de frecvență | Japonia Yaskawa |  |
Derulator (automașină de îmbinat) → ghidare bandă → tratare Corona → extrudare și compoundare piesă Debitare margini → rebobinare





