







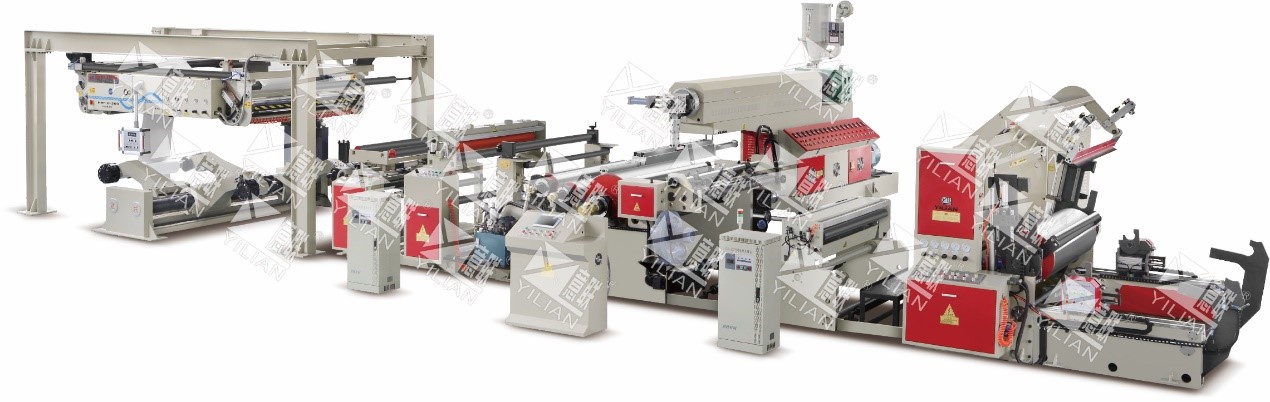




Máquina automática de revestimento por extrusão de papel PE WSFM1300C
| Resina de laminação adequada | LDPE, PP etc. |
| Material base do terno | papel (80-400 g/m²) |
| Velocidade mecânica máxima | 300 m/min (a velocidade de trabalho depende da espessura e largura do revestimento) |
| Largura do revestimento | 600—1200, largura do rolo guia: 1300 mm |
| Espessura do revestimento | 0,008—0,05 mm (parafuso único) |
| Erro na espessura do revestimento | ≤±5% |
| Faixa de ajuste automático de tensão | 3—100kg margem total |
| Quantidade máxima de extrusora | 250 kg/h |
| rolo de resfriamento composto | ∅800×1300 |
| Diâmetro do parafuso | ∅110mm proporção35:1 |
| Diâmetro máximo de desenrolamento | ∅1600mm |
| Diâmetro máximo de rebobinagem | ∅1600mm |
| Diâmetro do núcleo de papel desenrolado: 3″6″ e diâmetro do núcleo de papel rebobinado: 3″6″ | |
| A extrusora é acionada por um motor de 45 kW. | |
| Potência total | cerca de 200 kW |
| Peso da máquina | cerca de 39.000 kg |
| Dimensão externa | 16110 mm × 10500 mm × 3800 mm |
| Cor da carroceria da máquina | Cinza e vermelho |
1. Desbobinamento parcial (com PLC, desbobinamento servo)
1.1 Desenrole a estrutura
Estrutura: Estrutura de desenrolamento hidráulico sem eixo
A emendadora da série BA integra-se à linha de laminação e é instalada sobre o suporte de bobinas, sob a estrutura da ponte. Ela permite a continuidade da passagem da bobina de papel existente para a próxima, sem interrupção da produção.
Dentro da estrutura lateral da emendadora, encontram-se 2 cabeçotes de emenda móveis e uma seção de suporte central móvel. Acima deles, estão 2 rolos de pressão.
O rolo cabrestante, o rolo guia reverso e o sistema de duplo dançarino formam a seção de acumulação de papel, capaz de acumular papel até 4 vezes o comprimento da emendadora.
A máquina é operada através do painel de operação na própria máquina.
Velocidade máxima de ligação do papel: 300 m/min
a) Quando a resistência do papel for superior a 0,45 kg/mm, a velocidade máxima de impressão será de 300 m/min;
b) Quando a resistência do papel for superior a 0,4 kg/mm, máx. 250 m/min;
c) Quando a resistência do papel for superior a 0,35 kg/mm, máx. 150 m/min;
Largura do papel
Máx. 1200 mm
Mín. 500 mm
Velocidade CE-300
Máx. 300 m/min
Dados pneumáticos
Pressão de ajuste: 6,5 bar
Pressão mínima de 6 bar
Modelo CE-300
Potência 3,2 kVA, 380 VCA/50 Hz/20 A
Tensão de controle 12VDC/24VDC
1.1.1 Desbobinamento independente com braço de fixação do eixo hidráulico e estação de trabalho dupla, sem eixo pneumático, carregamento hidráulico, reduzindo o custo da estrutura mecânica de carregamento. Alternância automática do carretel com eixo AB, minimizando o desperdício de material.
1.1.2 Diâmetro máximo de desenrolamento: 1600 mm
1.1.3 Faixa de ajuste automático de tensão: 3 a 70 kg com margem total
1.1.4 Precisão da tensão: ± 0,2 kg
1.1.5 núcleo de papel: 3” 6”
1.1.6 Sistema de controle de tensão: detector de tensão tipo eixo com detecção de tensão por potenciômetro de precisão, controlado centralmente por CLP programável
1.1.7 Sistema de controle de acionamento: Frenagem por cilindro PIH, feedback rápido do codificador rotativo, controle em malha fechada por válvula reguladora de pressão de precisão, controle centralizado por controlador lógico programável (CLP).
1.1.8 Ajuste de tensão: Através do ajuste preciso da válvula reguladora de pressão.
1.2 Tipo de armazenamento de dispositivo automático de coleta e corte
1.2.1 O armazenamento é acionado por um amortecedor pneumático, garantindo uma tensão estável durante a coleta do papel.
1.2.2 estrutura de corte separada
1.2.3 O CLP calcula automaticamente a nova velocidade de rotação do eixo e mantém a velocidade em sincronia com a velocidade da linha principal.
1.2.4 Receber material, prensar rolo, cortar material quebrado. Alterar o controle de tensão, redefinir, tudo pode terminar automaticamente.
1.2.5 Pré-alarme de troca de rolos: quando o diâmetro de trabalho atingir 150 mm, a máquina emitirá um alarme.
1.3 Controle de retificação: sistema de controle de retificação por oscilador fotoelétrico (estrutura BST)
2. Corona (Yilian personalizado)
Potência do tratamento Corona: 20 kW
3. Unidade de laminação hidráulica:
3.1 Estrutura composta de laminação com três rolos, rolo de pressão traseira, que permite que o rolo composto suporte uma força uniforme, resultando em um composto firme.
3.2 Descolamento do rolo de borracha de silicone: o produto composto se desprende facilmente do rolo de resfriamento, e o sistema hidráulico pode pressioná-lo firmemente.
3.3 A estrutura curvada de achatamento do filme em rolo permite o rápido desdobramento do filme.
3.4 O rolo de ajuste do material de alimentação composto pode superar a irregularidade na espessura do material do filme, entre outras fragilidades.
3.5 O soprador de alta pressão suga rapidamente a borda do material descartado.
3.6 Rolo de corte de saída composto
3.7 O rolo composto é acionado de forma dependente do motor.
3.8 O motor composto de rolos é controlado por um controlador de frequência japonês.
Especificações:
(1) Rolo composto: 800 × 1300 mm, 1 unidade
(2) Rolo de borracha: 260 × 1300 mm, 1 unidade
(3) Rolo de pressão: 300 × 1300 mm 1 peça
(4) Cilindro de óleo composto: 63 × 150 2 peças
(5) Rolo removedor de película: 130 × 1300 1 unidade
(6) Motor de 11 kW (Xangai) 1 conjunto
(7) Conversor de frequência de 11 kW (JAPAN YASKAWA)
(8) Girar o conector: (2,5"2 1,25"4)
4. Extrusora (ajuste automático de altura)
4.1 Diâmetro da rosca: 110 mm, Extrusora com capacidade máxima de aproximadamente 250 kg/h (tecnologia japonesa)
4.2 T-die (Taiwan GMA)
4.2.1 Largura do molde: 1400 mm
4.2.2 Largura efetiva do molde: 500-1200 mm
4.2.3 Folga da borda do molde: 0,8 mm, espessura do revestimento: 0,008–0,05 mm
4.2.4 Erro na espessura do revestimento: ≤±5%
4.2.5 Tubo de aquecimento elétrico interno, aquecimento altamente eficaz, aumento rápido da temperatura
4.2.6 Passagem totalmente fechada, ajuste da largura do enchimento
4.3 Dispositivos de rede de rápida mudança
4.4 Deslocamento frontal e traseiro, com elevação automática do carrinho, alcance de elevação: 0-100 mm
4.5 O molde possui 7 áreas de controle de temperatura. O cilindro de rosca possui 8 seções de controle de temperatura. O conector com 2 áreas de controle de temperatura utiliza unidades de aquecimento por infravermelho.
4.6 Caixa de redução de alta potência, dentes duros (Guo tai guo mao)
4.7 Controlador de temperatura digital com controle automático de temperatura
Partes principais:
(1) Motor CA de 45 kW (XANGAI)
(2) Conversor de frequência de 45 kW (JAPAN YASKAWA)
(3) Controlador de temperatura digital 18 peças
(4) Motor de caminhada de 1,5 kW
5. Dispositivo pneumático de corte com faca circular
5.1 Dispositivo de ajuste transversal com parafuso trapezoidal, para alterar a largura de corte do papel.
5.2 Cortador de pressão pneumático
Absorvedor de borda de alta pressão de 5,3 a 5,5 kW
6. Unidade de Rebobinagem: Estrutura robusta 3D
6.1 Quadro de Rebobinagem:
6.1.1 Rebobinadeira elétrica de fricção com duas estações, corte automático de alta velocidade e coleta de material acabado, descarregamento automático.
6.1.2 Diâmetro máximo de rebobinagem: 1600 mm
6.1.3 Velocidade de inversão: 1 rpm
6.1.4 tensão: 3-70 kg
6.1.5 Precisão da tensão: ± 0,2 kg
6.1.6 Núcleo de papel: 3″ 6″
6.1.7 Sistema de Controle de Tensão: O amortecedor do cilindro flutua em uma estrutura tipo rolete flutuante, a tensão é detectada por um potenciômetro de precisão e o controlador lógico programável (CLP) controla a tensão centralmente. (Cilindro de baixo atrito SMC japonês) 1 conjunto
6.1.8 Sistema de Controle de Acionamento: Acionamento de motor de 11 kW, feedback de velocidade por encoder rotativo, controle de malha fechada dupla por inversor CA Senlan, controle centralizado por controlador lógico programável (CLP). 1 conjunto
6.1.9 Ajuste de Tensão Constante: Ajuste de Precisão do Regulador de Pressão (SMC Japão)
6.1.10 Ajuste da tensão cônica: definido arbitrariamente por tela de computador, controle PLC, conversão por relação elétrica/pneumática (SMC Japão)
6.2 Dispositivo automático de alimentação e corte
6.2.1 Os rolos de suporte de emenda são controlados por um CLP para acionar o motor e manter o material afastado do rolo de fricção.
6.2.2 Mecanismo de corte hidráulico independente
6.2.3 CLP: Cálculo automático do processo de picking; a reposição do volume é concluída com uma tecla.
6.2.4 Função de rolo de apoio, corte de material, reinicialização, etc., concluída automaticamente.
6.2.5 Especificações
(1) Rolo de fricção: 700x1300mm 1 barra
(2) Motor de enrolamento: 11KW (Shanghai Lichao) 1 conjunto
(3) Caixa de engrenagens de rolamento: redutor de engrenagem helicoidal de superfície endurecida (Thailand Mau)
(4) Inversor: 11 kW (Yaskawa, Japão) 1 conjunto
(5) Caixa de engrenagens do rolo de suporte: 1 conjunto de força
(6) Redutor de velocidade: dente duro 1 conjunto de força
(7) Redutor de velocidade de caminhada rolante: 1 conjunto de força
(8) Estação hidráulica de descarga
7. Extrator de eixo pneumático automático
8. Seção de acionamento
8.1 Motor principal, a correia de transmissão adota correia síncrona
8.2 Motor de enrolamento, rebobinagem e desenrolamento: A transmissão por correia adota engrenagens em arco, corrente e correia síncrona.
8.3 Caixa de engrenagens principal: Engrenagem helicoidal com vedação em óleo, estrutura de transmissão por engrenagem helicoidal em linha
9. Unidade de Controle
Painel elétrico independente, controle centralizado, localização composta com operação do painel de controle centralizado. Sistema de automação da máquina utilizando um conjunto de dispositivos PLC (Hollsys) com alta capacidade de processamento, e os sinais de diálogo homem-máquina são comunicados através de uma interface de rede. O PLC, a unidade de extrusão e a interface de diálogo homem-máquina entre o sistema de acionamento constituem um sistema de controle automático integrado. Qualquer parâmetro pode ser configurado, com cálculo automático, memória, detecção, alarme, etc. É possível visualizar a tensão, a velocidade, a espessura do revestimento e as diferentes condições de trabalho.
10. outros
11.1 Rolo Guia: Rolo guia em liga de alumínio com anodização dura, processo de movimento
11.2 Aparelhos de baixa tensão para França Schneider, Omron Japão, etc.
11. marca de peças
11.1 PLC (Beijing Hollysys)
Tela sensível ao toque de 11,2 polegadas (TAIWAN)
Conversor de frequência 11.3: Yaskawa, Japão
11.4 Motor principal: XANGAI
Cilindro de baixo atrito 11.5 (SMC japonês)
11.6 CONTATOR CA (Schneider)
11.7 botão (Schneider)
11. Misturador estático (Taiwan)
11.9 válvula reguladora de pressão do cilindro (Taiwan)
11.10 Válvula de troca magnética (Taiwan)
11.11 válvula reguladora de pressão de precisão (SMC)
12. Instalações fornecidas pelo próprio cliente
12.1 Espaço para equipamentos e fundação
12.2 Fornecimento de instalações para o painel elétrico da máquina
12.3 Abastecimento de água para as instalações da máquina, dentro e fora do portão (o comprador providencia o resfriador de água)
12.4 Fornecimento de gás para a máquina, ajustado para entrada e saída do estômato
Tubo de escape e ventilador de 12,5 polegadas
12.6 Recolhimento, carregamento e descarregamento do material base e da ferramenta acabada
12.7 Outras instalações não listadas no contrato
13. Lista de peças sobressalentes:
| Não. | Nome | Especificação. |
| 1 | Termopar | 3M/4M/5M |
| 2 | Controlador de temperatura | Omron |
| 3 | Válvula micro-reguladora | 4V210-08 |
| 4 | Válvula micro-reguladora | 4V310-10 |
| 5 | interruptor de proximidade | 1750 |
| 6 | Relé sólido | 150A e 75A |
| 7 | interruptor de viagem | 8108 |
| 10 | unidade de aquecimento | ϕ90*150mm, 700W |
| 11 | unidade de aquecimento | ϕ350*100mm, 1,7KW |
| 12 | unidade de aquecimento | 242*218mm, 1,7KW |
| 13 | unidade de aquecimento | 218*218mm, 1KW |
| 14 | unidade de aquecimento | 218*120mm, 800W |
| 15 | Botão Schneider | ZB2BWM51C/41C/31C |
| 16 | válvula de ar | |
| 17 | Fita de alta temperatura | 50mm*33m |
| 18 | fita de teflon | |
| 19 | Capa de rolo Corona | 200*1300mm |
| 20 | Folha de cobre | |
| 21 | filtro de tela | |
| 22 | Fendas de circulação | 150*80*2,5 |
| 23 | conector pneumático | |
| 24 | arma de ar comprimido | |
| 25 | junta de água | 80A e 40A |
| 27 | parafusos e outros | |
| 28 | corrente de arrasto | |
| 29 | caixa de ferramentas |
Principais componentes e imagem:
| Partes principaisMODELO | Máquina automática de revestimento por extrusão WSFM1300C | |
| Extrusora | extrusora com ajuste automático de alturaMotor: 45 kW Diâmetro do parafuso: 110 mm |  |
| Unidades de aquecimento por infravermelho |  | |
| Eu morro | Taiwan GMALargura: 1400 mm |  |
| Estrutura de desenrolamento | Emenda automática de 300 m/min |  |
| Desbobinador hidráulico sem eixoNúcleo de papel de 3/6 de polegada, Resistente |  | |
| Tratamento para Coronavírus | 20 kW, Yilian personalizado |  |
| Guia da Web | Estrutura BST |  |
| Ponte | Material de alumínio |  |
| rolo composto | Ф800mm, cromo duro 0,07mm |  |
| Parte composta | Sistema de proteção contra pressão hidráulica, melhor adesão, pressão mais uniforme, melhor qualidade de revestimentoSistema automático de enrolamento de fita |  |
| Aparelho de corte | Corte pneumático de TaiwanLâmina inferior: Ø 150 × Ø120×17-13 Lâmina superior: Ø 150 × Ø80 × 2,5 |  |
| Soprador de borda | Tipo de sucção de ar, 5,5 kW |  |
| Estrutura de rebobinagem | Rebobinagem automática de 300 m/minRebobinagem por fricção reforçada (patente de fábrica) |  |
| Extrator de eixo | Para puxar e instalar o eixo de ar automaticamente |  |
| Inversor de frequência | Japão Yaskawa |  |
Desbobinador (Emendador automático) → Guiamento da bobina → Tratamento corona → Extrusão e corte de bordas → Rebobinamento
Categorias de produtos
-

Máquina de montagem de caixas de papelão de pista dupla ECE-1600 5 ...
-

ECE-1200 Estação de Trabalho Única para Montagem de Caixas de Papelão...
-

Máquina de dobrar de 4 lados ASZ540A
-

SJFM-1300A Extrusão de Papel para Laminação de Filme PE M...
-

Máquina de arredondamento RC19
-

Máquina de revestimento automática CM540S