







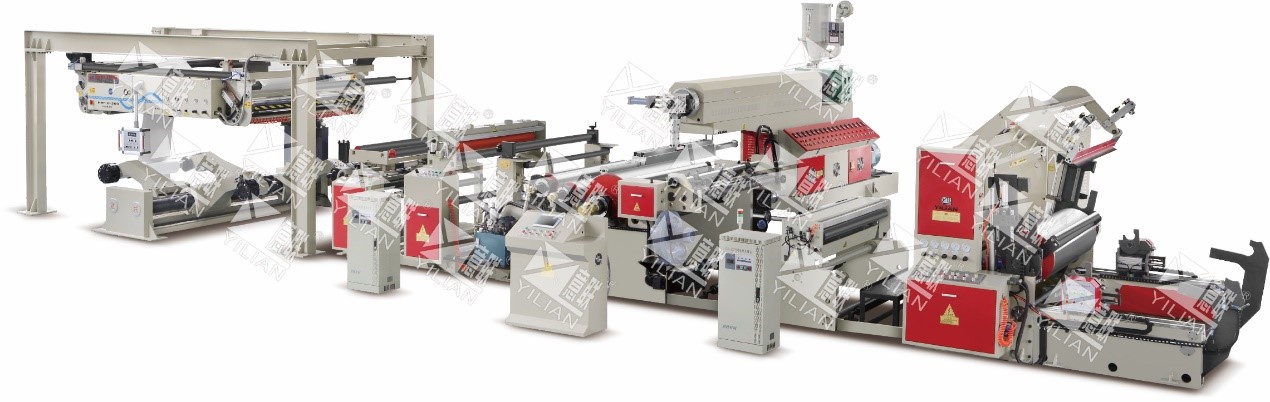




WSFM1300C Automatesch Pabeier PE Extrusiounsbeschichtungsmaschinn
| Kostüm Laminéierungsharz | LDPE, PP etc. |
| Basismaterial vum Kostüm | Pabeier (80—400g/m²) |
| Maximal mechanesch Geschwindegkeet | 300m/min (Aarbechtsgeschwindegkeet hänkt vun der Beschichtungsdicke a Breet of) |
| Beschichtungsbreet | 600—1200, Führungsrollbreet: 1300 mm |
| Beschichtungsdicke | 0,008—0,05 mm (Eenzel Schrauf) |
| Feeler vun der Beschichtungsdicke | ≤±5% |
| Automatesch Spannungsastellungsberäich | 3—100 kg voll Marge |
| Maximal Extruderquantitéit | 250 kg/Stonn |
| Kompound-Kühlroll | ∅800×1300 |
| Schraufdurchmesser | Verhältnis ∅110mm 35:1 |
| Max. Ofwéckeldurchmesser | ∅1600mm |
| Max. Réckwéckeldurchmesser | ∅1600mm |
| Ofwéckelen vum Pabeierkär Duerchmiesser: 3″6″ an zréckwéckelen vum Pabeierkär Duerchmiesser: 3″6″ | |
| Den Extruder gëtt mat 45 kW ugedriwwen | |
| Gesamtleistung | ongeféier 200 kW |
| Maschinngewiicht | ongeféier 39000 kg |
| Aussen Dimensioun | 16110 mm × 10500 mm × 3800 mm |
| Faarf vum Maschinnkarosserie | Gro a Rout |
1. Deel ofwéckelen (mat PLC, Servo-Ofwéckelen)
1.1 Kader ofrollen
Struktur: Hydraulesch Wellenlos Ofwickelrahmen
De Splicer vun der BA-Serie ass en integralen Deel vun der Laminéierungslinn a gëtt iwwer dem Rollenstativ ënner der Bréckstruktur installéiert. En erméiglecht d'Kontinuitéit beim Laf vun der existéierender Pabeierroll op déi nächst Pabeierroll ouni Ënnerbriechung vun der Produktioun.
Bannent de Säiterahmen vum Splicer sinn 2 beweeglech Splicingkäpp an eng beweeglech zentral Ënnerstëtzungssektioun. Driwwer sinn 2 Niprollen.
D'Kapstanroll, d'Réckwärtslafroll an den Duebeltänzersystem bilden d'Pabeierakkumulatiounssektioun, déi fäeg ass Pabeier bis zu der 4-facher Längt vum Splicer ze sammelen.
D'Maschinn gëtt iwwer den Operatiounspanel op der Maschinn bedriwwen.
Pabeierverbindungsgeschwindegkeet Max. 300m/min
a) wann d'Pabeierstäerkt iwwer 0,45 kg/mm ass, max. 300 m/min;
b) wann d'Pabeierstäerkt iwwer 0,4 kg/mm ass, max. 250 m/min;
c) wann d'Pabeierstäerkt iwwer 0,35 kg/mm ass, max. 150 m/min;
Pabeierbreet
Max. 1200mm
Min. 500mm
Geschwindegkeet CE-300
Max. 300m/Min
Pneumatesch Donnéeën
Astellungsdrock 6,5 bar
Min. Drock 6 bar
Modell CE-300
Leeschtung 3,2 kVA, 380 VAC/50 Hz/20 A
Kontrollspannung 12VDC/24VDC
1.1.1 Onofhängeg hydraulesch Wellen-Spindelklemm-Aarm-Typ Duebel-Aarbechtsstatioun-Ofwicklung, ouni Loftwelle, hydraulesch Belaaschtung, spuert Käschte fir d'Beluedung vun der mechanescher Struktur. Automatesch AB-Well automatesch Haulwiessel, manner Materialverschwendung.
1.1.2 Max. Ofwéckeldurchmesser: ¢ 1600mm
1.1.3 Automatesch Spannungsastellungsberäich: 3—70 kg voll Marge
1.1.4 Spannungspräzisioun: ± 0,2 kg
1.1.5 Pabeierkär: 3" 6"
1.1.6 Spannungssteierungssystem: Wellentyp Spannungsdetektor duerch Präzisiounspotentiometer Detektiounsspannung, déi zentraliséiert Steierung vun der programméierbarer PLC
1.1.7 Undriffssteierungssystem: PIH-Zylinderbremsung, séier Feedback vum Rotatiounscoder, Präzisiounsdrockreguléierungsventil mat zouenen Schleifen, programméierbar Controller PLC-zentraliséiert Steierung
1.1.8 Spannungsastellung: Duerch d'Astellung vum Präzisiounsdrockreguléierungsventil
1.2 Späichertyp vun der automatescher Erfaassung, Schneidvorrichtung
1.2.1 Späicheren ugedriwwe vun engem pneumatesche Motorpuffer, garantéiert eng stabil Spannung beim Pabeierpicken.
1.2.2 separat Schnëttstruktur
1.2.3 PLC berechent automatesch déi nei Wellenrotatiounsgeschwindegkeet a behält d'Geschwindegkeet mat der Haaptleitungsgeschwindegkeet
1.2.4 Empfang vun der Materialpressroll, Cutter gebrach Material. Spannungskontrollännerung, zrécksetzen all kann automatesch fäerdeg sinn
1.2.5 Viralarm fir de Rollenwiessel: Aarbechtsduerchmiesser beim Erreeche vun 150 mm gëtt vum Apparat alarméiert
1.3 Gläichrichtungskontroll: photoelektrescht Putter-Gläichrichtungskontrollsystem (bst-Struktur)
2. Corona (Yilian personaliséiert)
Corona-Behandlungsleistung: 20 kW
3. Hydraulesch Laminéierungseenheet:
3.1 Dräi Rollen, déi d'Laminéierungskompositstruktur hunn, an d'Réckpressroll kënnen d'Kompositroller gläichméisseg stäerken an d'Kompositfestigkeit fest maachen.
3.2 Ofbau vun der Silikonkautschukroll: De Compoundprodukt léisst sech einfach vun der Killroll ofzéien, hydraulesch kann enk drécken.
3.3 Déi gekrëmmte Rollfilm-Flaachstruktur: kann de Film séier ausbauen
3.4 D'Upassroll vun der Futtermaterialmëschung kann d'Schwächt vun der ongläicher Dicke vum Filmmaterial a sou weider iwwerwannen
3.5 Héichdrockgebléis saugt d'Schrottkant séier op.
3.6 Auslaafsschneiderroll fir d'Kombinatioun
3.7 D'Kompositwalz gëtt ofhängeg vum Motor ugedriwwen
3.8 De Motor mat engem Rollerundriff gëtt vun engem japanesche Frequenzregler gesteiert
Spezifikatioun:
(1) Kompositroll: 800 × 1300 mm 1 Stéck
(2) Gummi-Roller: 260 × 1300 mm 1 Stéck
(3) Drockroll: 300 × 1300 mm 1 Stéck
(4) Uelegzylinder fir d'Zesummesetzung: 63 × 150 (2 Stéck)
(5) Ofschielroll: 130 × 1300 (1 Stéck)
(6) 11KW Motor (SHANGHAI) 1 Satz
(7) 11KW Frequenzwandler (JAPAN YASKAWA)
(8) Dréi-Stecker: (2,5"2 1,25"4)
4. Extruder (automatesch Héichtenastellung)
4.1 Schraubendurchmesser: ¢ 110, Max Extruder ongeféier: 250 kg/h (japanesch Technologie)
4.2 T-Düse (Taiwan GMA)
4.2.1 Formbreet: 1400mm
4.2.2 Effektiv Breet vun der Form: 500-1200mm
4.2.3 Spalt tëscht de Formlippen: 0,8 mm, Beschichtungsdicke: 0,008—0,05 mm
4.2.4 Beschichtungsdickefehler: ≤±5%
4.2.5 Elektresch Heizrouer an der Heizung, héich effektiv Heizung, Temperatur steigt séier erop
4.2.6 Komplett zouenen Duerchgang, Astellung vun der Fëllbreet
4.3 Netzwierkapparater mat schnellem Wiessel
4.4 Vir- an hannen ze goen, kann den Trolley automatesch hiewen, Hiewberäich: 0-100mm
4.5 Form 7 Beräicher Temperaturkontroll. Schrauffäss 8 Sektiounen Temperaturkontroll. Verbindung 2 Beräich Temperaturkontroll benotzt Infrarout Heizunitéiten.
4.6 Grousskraaft-Reduktiounsgetriebe, HAART ZÄNN (Guo tai guo mao)
4.7 Digitalen Temperaturregler automatesch Temperaturkontroll
Haaptdeeler:
(1) 45kw Wiesselstroummotor (SHANGHAI)
(2) 45KW Frequenzwandler (JAPAN YASKAWA)
(3) Digitalen Temperaturregler 18 Stéck
(4) 1,5 kW Foussgängermotor
5. Pneumatesch Ronnmesser Schnëttgerät
5.1 Trapezfërmeg Schrauf-Querjustierungsvorrichtung, ännert d'Schnëttbreet vum Pabeier
5.2 Pneumatesch Drockschneider
5,3 5,5 kW Héichdrockrandabsorptioun
6. Réckwéckeleenheet: 3D schwéierlaaschtstruktur
6.1 Réckwéckelrahmen:
6.1.1 Reibungstyp elektresch Duebelstatiounen Réckwéckelmaschinn, Héichgeschwindegkeet automatesch Schneiden a Picking fäerdeg Material, automatesch Entlueden.
6.1.2 Max. Réckwéckeldurchmesser: 1600 mm
6.1.3 Iwwerrollgeschwindegkeet: 1 r/min
6.1.4 Spannung: 3-70 kg
6.1.5 Spannungspräzisioun: ± 0,2 kg
6.1.6 Pabeierkär: 3″ 6″
6.1.7 Spannungskontrollsystem: De Zylinderkëssen schwëmmt an der schwiewender Rollstruktur, d'Spannung gëtt vum Präzisiounspotentiometer erkannt, an de programméierbare Controller PLC steiert d'Spannung zentral. (Japan SMC Reibungsarmzylinder) 1 Set
6.1.8 Undriffssteierungssystem: 11KW Motorundriff, Rotatiounscoder Geschwindegkeetsfeedback, Senlan AC Inverter Duebel Zoumaache-Schleife-Steierung, programméierbar Controller PLC zentraliséiert Steierung. 1 Set
6.1.9 Astellung vun der konstanter Spannung: Astellung vum Präzisiounsdrockregler (Japan SMC)
6.1.10 Astellung vun der Konusspannung: arbiträr iwwer Computerbildschierm, PLC-Steierung agestallt, Ëmrechnung duerch Elektrizitéit/Loft-Verhältnis (Japan SMC)
6.2 Automatesch Zufuhr- a Schneidgerät
6.2.1 Spleissstützrollen gi vun enger PLC gesteiert, fir de Motor unzedreiwen, fir d'Material vun der Reibroll ewech ze halen.
6.2.2 Hydrauleschen onofhängege Schneidermechanismus
6.2.3 Automatesch Berechnung vum PLC-Prozess, den Austausch vum Volume gëtt mat engem Schlëssel ofgeschloss
6.2.4 Funktioun vun der Ënnerstëtzungsroll, Schneidmaterial, Récksetzen, etc. Automatesch ofgeschloss
6.2.5 Spezifikatiounen
(1) Reibungsroll: ¢700x1300mm 1 Bar
(2) Wandmotor: 11KW (Shanghai Lichao) 1 Set
(3) Rollgetriebe: Reduktiounsgetriebe mat gehärter Uewerfläch (Thailand Mau)
(4) Inverter: 11KW (Japan Yaskawa) 1 Set
(5) Stützrollgetriebe: 1 Kraaftsatz
(6) Geschwindegkeetsreduzéierer: haart Zänn 1 Kraaftsatz
(7) Reduzéierer fir d'Rollgeschwindegkeet: 1 Kraaftsatz
(8) Hydraulikstatioun entlueden
7. Automatesch Loftwellenauszieher
8. Undriffssektioun
8.1 Haaptmotor, Transmissiounsriemen adoptéieren synchron Riemen
8.2 Compoundéierungs-, Réckwéckel- an Ofwéckelmotor: Undriffsriemen huelen e Bougetriebe, Kette- a Synchronriemengetriebe un
8.3 Haaptundriffsgetriebe: Dichtung vun ueleggetauchtem Spiralgetriebe, Linn Spiralgetriebe-Transmissiounsstruktur
9. Kontrolleenheet
Onofhängegen elektresche Schrank, zentraliséiert Steierung, de Kompositstanduert mat zentraliséierter Steierschrankbedienung. Maschinnenautomatiséierungssystem benotzt e Set vu PLC (Hollsys) Apparater mat héijer Veraarbechtungskapazitéit, an de Mënsch-Maschinn Dialogsignaler iwwer d'Netzwierkkommunikatioun tëscht der Interface. PLC, Extrusiounseenheet, Mënsch-Maschinn Dialog Interface tëscht dem Undriffssystem a bilden en integréiert automatescht Kontrollsystem. Fir all Parameter kënnen agestallt ginn, mat automatescher Berechnung, Späicher, Detektioun, Alarm, etc. Kënnen d'Spannung vum visuellen Displaygerät, Geschwindegkeet, Beschichtungsdicke, Geschwindegkeet an ënnerschiddlech Aarbechtsbedingungen ugepasst ginn.
10. aner
11.1 Führungsroll: Hart Anodiséierung vun der Führungsroll aus Aluminiumlegierung, de Bewegungsprozess
11.2 Nidderspannungsapparater fir Frankräich Schneider, Omron Japan, etc.
11. Deeler Mark
11.1 PLC (Peking Hollysys)
11.2 Touchscreen (TAIWAN)
11.3 Frequenzwandler: Japan Yaskawa
11.4 Haaptmotor: SHANGHAI
11,5 Zylinder mat gerénger Reibung (Japan SMC)
11.6 AC-KONTAKTOR (Schneider)
11.7 Knäppchen (Schneider)
11. Statesche Mixer (Taiwan)
11,9 Zylinder Drockreguléierungsventil (Taiwan)
11.10 Magnéitescht Austauschventil (Taiwan)
11.11 Präzisiounsdrockreguléierungsventil (SMC)
12. Client stellt seng Ariichtungen selwer zur Verfügung
12.1 Ausrüstungsraum a Fundament
12.2 Versuergung vun Ariichtungen fir de Schaltkabinett vun der Maschinn
12.3 Waasserversuergung vun de Maschinnenanlagen eran an eraus vum Gate (de Keefer preparéiert de Waasserkiller)
12.4 Gasversuergung vum Maschinnensatz an an aus dem Stomata
12.5 Auspuffrohr a Ventilator
12.6 Sammelen, Belueden an Entlueden vum Basismaterial vum fäerdege Geschir
12.7 Aner Ariichtungen, déi net am Kontrakt opgezielt sinn
13. Ersatzdeellëscht:
| Nee. | Numm | Spezifikatioun |
| 1 | Thermoelement | 3M/4M/5M |
| 2 | Temperaturregler | Omron |
| 3 | Mikroreguléierungsventil | 4V210-08 |
| 4 | Mikroreguléierungsventil | 4V310-10 |
| 5 | Nähmachtschalter | 1750 |
| 6 | Fest Relais | 150 A bis 75 A |
| 7 | Reesschalter | 8108 |
| 10 | Heizungsunitéit | ϕ90*150mm, 700W |
| 11 | Heizungsunitéit | ϕ350*100mm, 1,7KW |
| 12 | Heizungsunitéit | 242*218mm, 1,7KW |
| 13 | Heizungsunitéit | 218*218mm, 1KW |
| 14 | Heizungsunitéit | 218*120mm, 800W |
| 15 | Schneider-Knäppchen | ZB2BWM51C/41C/31C |
| 16 | Lofthahn | |
| 17 | Héichtemperaturband | 50mm * 33m |
| 18 | Telflon-Band | |
| 19 | Corona Roller Cover | 200*1300mm |
| 20 | Kofferblech | |
| 21 | Écranfilter | |
| 22 | Zirkulierend Schlitzer | 150*80*2,5 |
| 23 | pneumatesche Verbindungsstéck | |
| 24 | Loftgewier | |
| 25 | Waasserverbindung | 80 A bis 40 A |
| 27 | Schrauwen an anerer | |
| 28 | Drag Chain | |
| 29 | Werkzeugkëscht |
Haaptdeeler a Bild:
| HaaptdeelerMODELL | WSFM1300C Automatesch Extrusiounsbeschichtungsmaschinn | |
| Extruder | Automatesch HéichtenjustéierungsextruderMotor: 45 kW Schraufdurchmesser: 110mm |  |
| Infrarout Heizungsunitéiten |  | |
| T stierwen | Taiwan GMABreet: 1400mm |  |
| Ofwéckelstruktur | 300m/min automatesch Splicing |  |
| Hydraulesch wellenlos Abwickler3/6 Zoll Pabeierkär, Schwéier Belaaschtung |  | |
| Corona-Behandlung | 20KW, Yilian personaliséiert |  |
| Webguidéierung | BST-Struktur |  |
| Bréck | Aluminiummaterial |  |
| Compoundroll | Ф800mm, Hartchrom 0.07mm |  |
| Zesummesetzende Deel | Hydraulescht Drockschutzsystem, besser Bindung, méi gläichméissegen Drock, besser BeschichtungsqualitéitAutomatesch Bandopwéckelungssystem |  |
| Schnëttgerät | Taiwan Pneumatesch SchneidenËnnescht Klingen: Ø 150 × Ø120 × 17-13 Iewescht Klingen: Ø 150 × Ø80 × 2,5 |  |
| Kantenblower | Loftaspiratiounstyp, 5,5 kW |  |
| Struktur vun der Réckwéckelung | 300m/min automatesch RéckspulungSchwéier Reibungsréckwicklung (Fabréckspatent) |  |
| Achszéiher | Fir d'Loftwelle automatesch erauszehuelen an z'installéieren |  |
| Frequenzwechselrichter | Japan Yaskawa |  |
Ofspullmaschinn (Auto-Splicer) → Netzféierung → Corona-Behandlungsmaschinn → Extrusiouns- a Compoundéierungsdeel Kantentrimmen → Neiopwéckelen





