







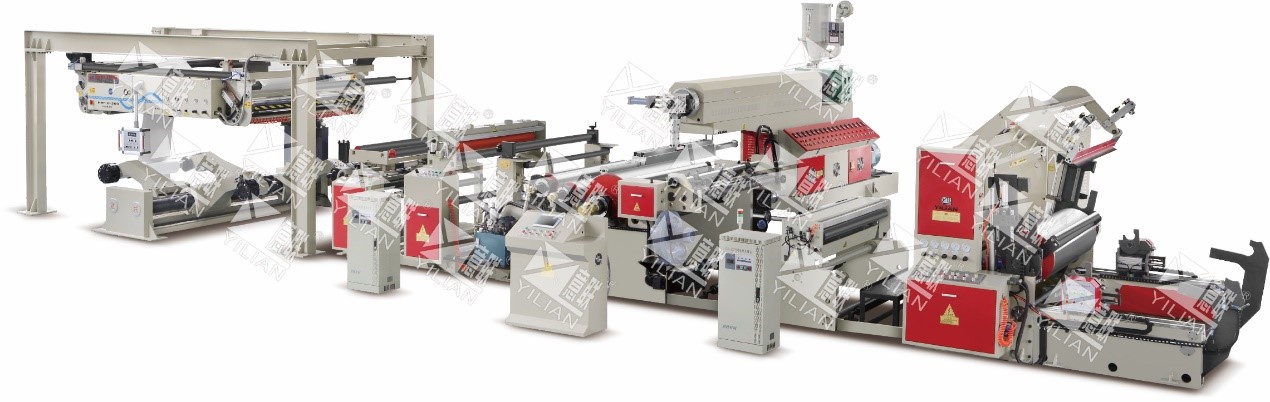




WSFM1300C ავტომატური ქაღალდის PE ექსტრუზიის საფარის მანქანა
| კოსტუმის ლამინირების ფისი | LDPE, PP და ა.შ. |
| კოსტუმის ძირითადი მასალა | ქაღალდი (80—400 გ/მ²) |
| მაქსიმალური მექანიკური სიჩქარე | 300 მ/წთ (სამუშაო სიჩქარე დამოკიდებულია საფარის სისქეზე, სიგანეზე) |
| საფარის სიგანე | 600—1200, სახელმძღვანელო როლიკერის სიგანე: 1300 მმ |
| საფარის სისქე | 0.008—0.05 მმ (ერთი ხრახნი) |
| საფარის სისქის შეცდომა | ≤±5% |
| ავტომატური დაჭიმულობის დაყენების დიაპაზონი | 3—100 კგ სრული მარჟა |
| ექსტრუდერის მაქსიმალური რაოდენობა | 250 კგ/სთ |
| რთული გამაგრილებელი როლიკერი | ∅800×1300 |
| ხრახნის დიამეტრი | ∅110 მმ თანაფარდობა 35:1 |
| მაქსიმალური გაშლის დიამეტრი | ∅1600 მმ |
| მაქსიმალური გადახვევის დიამეტრი | ∅1600 მმ |
| ქაღალდის ბირთვის გაშლა: 3″6″ და ქაღალდის ბირთვის გადახვევა: 3″6″ | |
| ექსტრუდერი 45 კვტ სიმძლავრით მუშაობს | |
| სრული სიმძლავრე | დაახლოებით 200 კვტ |
| მანქანის წონა | დაახლოებით 39000 კგ |
| გარე განზომილება | 16110 მმ × 10500 მმ × 3800 მმ |
| მანქანის კორპუსის ფერი | ნაცრისფერი და წითელი |
1. ნაწილის გახსნა (PLC-ით, სერვო გაშლა)
1.1 ჩარჩოს გაშლა
სტრუქტურა: ჰიდრავლიკური ლილვის გარეშე გასაშლელი ჩარჩო
BA სერიის სპლაისერი ლამინირების ხაზის განუყოფელ ნაწილს წარმოადგენს და დამონტაჟებულია რულონის სადგამზე, ხიდის კონსტრუქციის ქვეშ. ის უზრუნველყოფს არსებული ქაღალდის რულონის შემდეგ რულონამდე უწყვეტ მუშაობას წარმოების შეჩერების გარეშე.
სპლაისერის გვერდით ჩარჩოებში განთავსებულია 2 მოძრავი შემაერთებელი თავი და მოძრავი ცენტრალური საყრდენი სექცია. მის ზემოთ კი 2 საჭრელი რულონია.
კაპსტანის რულონი, უკუღმა ბრუნვის რულონი და ორმაგი ცეკვის სისტემა ქმნის ქაღალდის დაგროვების განყოფილებას, რომელსაც შეუძლია დააგროვოს ქაღალდი, რომლის სიგრძეც სპლაისერისთვის 4-ჯერ მეტია.
მანქანა იმართება მანქანაზე განთავსებული მართვის პანელის მეშვეობით
ქაღალდის შეერთების სიჩქარე მაქს. 300 მ/წთ
ა) როდესაც ქაღალდის სიმტკიცე 0.45 კგ/მმ-ზე მეტია, მაქს. 300 მ/წთ;
ბ) როდესაც ქაღალდის სიმტკიცე 0.4 კგ/მმ-ზე მეტია, მაქს. 250 მ/წთ;
გ) როდესაც ქაღალდის სიმტკიცე 0.35 კგ/მმ-ზე მეტია, მაქს. 150 მ/წთ;;;
ქაღალდის სიგანე
მაქს. 1200 მმ
მინ. 500 მმ
სიჩქარე CE-300
მაქს. 300 მ/წთ
პნევმატური მონაცემები
დაყენებული წნევა 6.5 ბარი
მინ. წნევა 6 ბარი
მოდელი CE-300
სიმძლავრე 3.2kVA, 380VAC/50Hz/20A
მართვის ძაბვა 12VDC/24VDC
1.1.1 დამოუკიდებელი ჰიდრავლიკური ლილვის ღერძის დამჭერი მკლავის ტიპის ორმაგი სამუშაო სადგურის გაშლა, ჰაერის ლილვის გარეშე, ჰიდრავლიკური დატვირთვით, რაც ზოგავს მექანიკური სტრუქტურის დატვირთვის ხარჯებს. ავტომატური AB ლილვის ავტომატური მონაცვლეობა, მასალის ნაკლები დანაკარგი.
1.1.2 მაქსიმალური გაშლის დიამეტრი: ¢1600 მმ
1.1.3 ავტომატური დაჭიმვის დაყენების დიაპაზონი: 3-70 კგ სრული ზღვარი
1.1.4 დაჭიმვის სიზუსტე: ± 0.2 კგ
1.1.5 ქაღალდის ბირთვი: 3” 6”
1.1.6 დაჭიმულობის კონტროლის სისტემა: ლილვის ტიპის დაჭიმულობის დეტექტორი ზუსტი პოტენციომეტრით დაჭიმულობის აღმოჩენით, პროგრამირებადი PLC-ის ცენტრალიზებული კონტროლით.
1.1.7 წამყვანი მართვის სისტემა: PIH ცილინდრის დამუხრუჭება, მბრუნავი ენკოდერის სწრაფი უკუკავშირი, ზუსტი წნევის მარეგულირებელი სარქვლის დახურული ციკლის კონტროლი, პროგრამირებადი კონტროლერი PLC ცენტრალიზებული კონტროლი
1.1.8 დაჭიმულობის დაყენება: წნევის მარეგულირებელი სარქვლის ზუსტი პარამეტრით
1.2 ავტომატური კრეფის, ჭრის მოწყობილობის შენახვის ტიპი
1.2.1 შენახვა პნევმატური ძრავის ბუფერით მართული, უზრუნველყოფს სტაბილურ დაჭიმულობას ქაღალდის აღებისას.
1.2.2 ცალკეული ჭრის სტრუქტურა
1.2.3 PLC ავტომატურად ითვლის ახალი ლილვის ბრუნვის სიჩქარეს და ინარჩუნებს სიჩქარეს მთავარი ხაზის სიჩქარესთან ერთად
1.2.4 მასალის პრეს როლიკერის მიღება, საჭრელის გატეხილი მასალის მიღება. დაჭიმულობის კონტროლის შეცვლა, გადატვირთვა, ყველაფერი ავტომატურად დასრულდება.
1.2.5 როლიკერის შეცვლის წინასწარი სიგნალიზაცია: სამუშაო დიამეტრის 150 მმ-ის მიღწევისას, მანქანა სიგნალიზაციას ჩართავს
1.3 გასწორების კონტროლი: ფოტოელექტრული პუტერის გასწორების კონტროლის სისტემა (bst სტრუქტურა)
2. კორონა (ილიანის მორგებული)
კორონას მკურნალობის სიმძლავრე: 20 კვტ
3. ჰიდრავლიკური ლამინირების ბლოკი:
3.1 სამი ლილვაკით დამზადებული ნაერთი სტრუქტურის ლამინირება, უკანა პრესის ლილვაკი, უზრუნველყოფს ნაერთი ლილვაკის თანაბარ სიმტკიცეს და მყარობას.
3.2 სილიკონის რეზინის როლიკერის მოხსნა: ნაერთი პროდუქტი ადვილად იშლება გამაგრილებელი როლიკერიდან, ჰიდრავლიკურად მჭიდროდ შეგიძლიათ დააჭიროთ.
3.3 მოხრილი რულონური ფირის გაბრტყელების სტრუქტურა: ფირის სწრაფად განლაგებას უზრუნველყოფს
3.4 შერეული საკვების მასალის რეგულირების როლიკერს შეუძლია გადალახოს ფირის მასალის არათანაბარი სისქე და ა.შ. სისუსტე
3.5 მაღალი წნევის ვენტილატორი სწრაფად იწოვს ჯართის კიდეებს.
3.6 რთული გამოსასვლელი საჭრელი ლილვაკი
3.7 რთული ლილვაკი ძრავით დამოკიდებულად ამოძრავდება
3.8 რთული ლილვაკიანი ძრავა კონტროლდება იაპონიის სიხშირის კონტროლერის მიერ
სპეციფიკაცია:
(1) რთული როლიკერი: ¢ 800 × 1300 მმ 1 ცალი
(2) რეზინის როლიკერი: ¢ 260 × 1300 მმ 1 ცალი
(3) პრეს როლიკერი: ¢ 300 × 1300 მმ 1 ცალი
(4) შეზავების ზეთის ცილინდრი: ¢63 × 150 2 ცალი
(5) მოსახსნელი როლიკერი¢130 × 1300 1 ცალი
(6)11 კვტ ძრავა (შანხაი) 1 კომპლექტი
(7)11 კვტ სიხშირის გადამყვანი (იაპონია იასკავა)
(8) მბრუნავი კონექტორი: (2.5"2 1.25"4)
4. ექსტრუდერი (ავტომატური სიმაღლის რეგულირება)
4.1 ხრახნის დიამეტრი: ¢ 110, მაქსიმალური ექსტრუდერი დაახლოებით: 250 კგ/სთ (იაპონური ტექნოლოგია)
4.2 T-ფორმა ( ტაივანის GMA)
4.2.1 ყალიბის სიგანე: 1400 მმ
4.2.2 ყალიბის ეფექტური სიგანე: 500-1200 მმ
4.2.3 ობის ტუჩის ნაპრალი: 0.8 მმ, საფარის სისქე: 0.008—0.05 მმ
4.2.4 საფარის სისქის შეცდომა: ≤ ± 5%
4.2.5 ელექტრო გამათბობელი მილი გათბობის შიგნით, მაღალი ეფექტურობა გათბობით, ტემპერატურის სწრაფი მატებით
4.2.6 სრულად დახურული გასასვლელი, ჩაყრის სიგანის რეგულირება
4.3 სწრაფად ცვალებადი ქსელური მოწყობილობები
4.4 წინ და უკან სიარული, ეტლის ავტომატური აწევა, აწევის დიაპაზონი: 0-100 მმ
4.5 ყალიბის 7 ზონის ტემპერატურის კონტროლი. ხრახნიანი ცილინდრის 8 სექციაანი ტემპერატურის კონტროლი. კონექტორი 2 ზონის ტემპერატურის კონტროლი იყენებს ინფრაწითელ გათბობის ერთეულებს.
4.6 დიდი სიმძლავრის რედუქციის გადაცემათა კოლოფი, მყარი კბილები (გუო ტაი გუო მაო)
4.7 ციფრული ტემპერატურის კონტროლერი ავტომატური ტემპერატურის კონტროლი
ძირითადი ნაწილები:
(1) 45 კვტ სიმძლავრის ცვლადი დენის ძრავა (შანხაი)
(2) 45 კვტ სიხშირის გადამყვანი (იაპონია იასკავა)
(3) ციფრული ტემპერატურის კონტროლერი 18 ცალი
(4) 1.5 კვტ სიმძლავრის სასიარულო ძრავა
5. პნევმატური მრგვალი დანის საჭრელი მოწყობილობა
5.1 ტრაპეციული ხრახნიანი განივი რეგულირების მოწყობილობა, ქაღალდის ჭრის სიგანის შეცვლა
5.2 პნევმატური წნევის საჭრელი
5.3 5.5 კვტ მაღალი წნევის კიდის შთანთქმა
6. გადახვევის მოწყობილობა: 3D მძიმე დანიშნულების სტრუქტურა
6.1 ჩარჩოს გადახვევა:
6.1.1 ხახუნის ტიპის ელექტრო ორმაგი სადგურის გადახვევის მანქანა, მაღალსიჩქარიანი ავტომატური ჭრა და მზა მასალის კრეფა, ავტომატური გადმოტვირთვა.
6.1.2 მაქსიმალური გადახვევის დიამეტრი: ¢ 1600 მმ
6.1.3 გადაბრუნების სიჩქარე: 1 წთ/წთ
6.1.4 დაჭიმულობა: 3-70 კგ
6.1.5 დაჭიმვის სიზუსტე: ± 0.2 კგ
6.1.6 ქაღალდის ბირთვი: 3″ 6″
6.1.7 დაჭიმულობის კონტროლის სისტემა: ცილინდრის ბალიში ტივტივებს მცურავი ლილვაკის ტიპის სტრუქტურას, დაჭიმულობას აფიქსირებს ზუსტი პოტენციომეტრი, ხოლო პროგრამირებადი კონტროლერი PLC ცენტრალიზებულად აკონტროლებს დაჭიმულობას. (იაპონიის SMC დაბალი ხახუნის ცილინდრი) 1 კომპლექტი
6.1.8 წამყვანი თვლების მართვის სისტემა: 11 კვტ-იანი ძრავის წამყვანი თვლები, როტაციული ენკოდერის სიჩქარის უკუკავშირი, Senlan-ის AC ინვერტორული ორმაგი დახურული ციკლის მართვა, პროგრამირებადი კონტროლერი PLC ცენტრალიზებული მართვა. 1 კომპლექტი
6.1.9 მუდმივი დაძაბულობის პარამეტრი: ზუსტი წნევის რეგულატორის პარამეტრი (იაპონია SMC)
6.1.10 კონუსისებრი დაჭიმულობის დაყენება: თვითნებურად დაყენებულია კომპიუტერის ეკრანით, PLC კონტროლით, გარდაქმნა ელექტრო/ჰაერის თანაფარდობით (იაპონური SMC)
6.2 ავტომატური კვებისა და ჭრის მოწყობილობა
6.2.1 შეერთების საყრდენი ლილვაკები კონტროლდება PLC-ით, რათა ამოძრავდეს ძრავა და მასალა მოარიდოს ხახუნის ლილვას.
6.2.2 ჰიდრავლიკური დამოუკიდებელი საჭრელი მექანიზმი
6.2.3 PLC-ის მიერ აღების პროცესის ავტომატური გაანგარიშება, მოცულობის შეცვლა სრულდება გასაღებით
6.2.4 საყრდენი როლიკერის, საჭრელი მასალის, გადატვირთვის და ა.შ. ფუნქცია ავტომატურად სრულდება
6.2.5 სპეციფიკაციები
(1) ხახუნის როლიკერი: ¢700x1300 მმ 1 ბარი
(2) გრაგნილი ძრავა: 11 კვტ (შანხაი ლიჩაო) 1 კომპლექტი
(3) მოძრავი დაღმავალი გადაცემათა კოლოფი: გამაგრებული ზედაპირის სპირალური გადაცემათა კოლოფის რედუქტორი (ტაილანდი მაუ)
(4) ინვერტორი: 11 კვტ (იაპონია იასკავა) 1 კომპლექტი
(5) საყრდენი ლილვაკებიანი გადაცემათა კოლოფი: ძალის 1 კომპლექტი
(6) სიჩქარის შემამცირებელი: მყარი კბილი 1 კომპლექტი ძალა
(7) მოძრავი სიარულის სიჩქარის შემამცირებელი: ძალის 1 კომპლექტი
(8) განმუხტვის ჰიდრავლიკური სადგური
7. ავტომატური ჰაერის ლილვის ამწევი
8. წამყვანი სექცია
8.1 მთავარი ძრავა, გადაცემათა კოლოფი იყენებს სინქრონულ ღვედის
8.2 ძრავის შერევა, გადახვევა და გაშლა: წამყვანი ღვედი აღჭურვილია რკალური მექანიზმით, ჯაჭვით და სინქრონული ღვედის ტრანსმისიით.
8.3 ძირითადი ამძრავის გადაცემათა კოლოფი: ზეთში ჩაძირული სპირალური გადაცემათა კოლოფის დალუქვა, ხაზოვანი სპირალური გადაცემათა კოლოფის ტრანსმისიის სტრუქტურა
9. საკონტროლო ბლოკი
დამოუკიდებელი ელექტრო კარადა, ცენტრალიზებული მართვა, კომპოზიტური ადგილმდებარეობა ცენტრალიზებული მართვის კარადის ოპერაციით. მანქანა-დანადგარების ავტომატიზაციის სისტემა იყენებს PLC (hollsys) მოწყობილობების ნაკრებს მაღალი დამუშავების შესაძლებლობით და კაც-მანქანას შორის ქსელური კომუნიკაციის გამოყენებით ინტერფეისს შორის კომუნიკაციის გამოყენებით. PLC, ექსტრუზიის ბლოკი, კაც-მანქანას შორის დიალოგური ინტერფეისი და მართვის სისტემა წარმოადგენს ინტეგრირებულ ავტომატურ მართვის სისტემას. ნებისმიერი პარამეტრის დაყენება შესაძლებელია ავტომატური გამოთვლით, მეხსიერებით, აღმოჩენით, სიგნალიზაციით და ა.შ. ვიზუალური ჩვენების მოწყობილობის დაჭიმულობა, სიჩქარე, საფარის სისქე, სიჩქარე და სხვადასხვა სამუშაო პირობები.
10. სხვები
11.1 სახელმძღვანელო როლიკერი: ალუმინის შენადნობის სახელმძღვანელო როლიკერის მყარი ანოდიზაცია, მოძრაობის პროცესი
11.2 დაბალი ძაბვის აპარატურა France Schneider-ისთვის, Omron Japan-ისთვის და ა.შ.
11. ნაწილების ბრენდი
11.1 PLC (პეკინის ჰოლისისი)
11.2 სენსორული ეკრანი (ტაივანი)
11.3 სიხშირის გადამყვანი: იაპონიის იასკავა
11.4 მთავარი ძრავა: შანხაი
11.5 დაბალი ხახუნის ცილინდრი (იაპონია SMC)
11.6 ცვლადი დენის კონტაქტორი (შნაიდერი)
11.7 ღილაკი (შნაიდერი)
11. სტატიკური მიქსერი (ტაივანი)
11.9 ცილინდრიანი წნევის მარეგულირებელი სარქველი (ტაივანი)
11.10 მაგნიტური გაცვლის სარქველი (ტაივანი)
11.11 ზუსტი წნევის მარეგულირებელი სარქველი (SMC)
12. მომხმარებელი თავად უზრუნველყოფს მომსახურებას
12.1 აღჭურვილობის სივრცე და საძირკველი
12.2 დანადგარის ელექტრო კარადის ობიექტების მიწოდება
12.3 წყლის მიწოდება დანადგარების ნაგებობებისთვის შესასვლელიდან და გასასვლელიდან (მყიდველი ამზადებს წყლის გამაგრილებელს)
12.4 გაზის მიწოდება აპარატისთვის სტომატალური ხვრელიდან და მისგან
12.5 გამონაბოლქვი მილი და ვენტილატორი
12.6 მზა ხელსაწყოს ძირითადი მასალის შეგროვება, ჩატვირთვა და გადმოტვირთვა
12.7 სხვა ობიექტები, რომლებიც არ არის მითითებული კონტრაქტში
13. სათადარიგო ნაწილების სია:
| არა. | სახელი | სპეც. |
| 1 | თერმოწყვილი | 3მ/4მ/5მ |
| 2 | ტემპერატურის კონტროლერი | ომრონი |
| 3 | მიკრორეგულირებადი სარქველი | 4V210-08 |
| 4 | მიკრორეგულირებადი სარქველი | 4V310-10 |
| 5 | სიახლოვის გადამრთველი | 1750 წელი |
| 6 | მყარი რელე | 150A-75A |
| 7 | მოგზაურობის გადამრთველი | 8108 |
| 10 | გათბობის ბლოკი | ϕ90*150 მმ, 700 ვატი |
| 11 | გათბობის ბლოკი | ϕ350*100 მმ, 1.7 კვტ |
| 12 | გათბობის ბლოკი | 242*218 მმ, 1.7 კვტ |
| 13 | გათბობის ბლოკი | 218*218 მმ, 1 კვტ |
| 14 | გათბობის ბლოკი | 218*120 მმ, 800 ვატი |
| 15 | შნაიდერის ღილაკი | ZB2BWM51C/41C/31C |
| 16 | ჰაერის ონკანი | |
| 17 | მაღალი ტემპერატურის ლენტი | 50 მმ * 33 მ |
| 18 | ტელფლონის ლენტი | |
| 19 | Corona-ს როლიკერის საფარი | 200*1300 მმ |
| 20 | სპილენძის ფურცელი | |
| 21 | ეკრანის ფილტრი | |
| 22 | ცირკულაციური ჭრილები | 150*80*2.5 |
| 23 | პნევმატური კონექტორი | |
| 24 | პნევმატური იარაღი | |
| 25 | წყლის სახსარი | 80A-40A |
| 27 | ხრახნები და სხვა | |
| 28 | ჯაჭვი | |
| 29 | ხელსაწყოების ყუთი |
ძირითადი ნაწილები და სურათი:
| ძირითადი ნაწილებიმოდელი | WSFM1300C ავტომატური ექსტრუზიის საფარის მანქანა | |
| ექსტრუდერი | ავტომატური სიმაღლის რეგულირების ექსტრუდერიძრავა: 45 კვტ ხრახნის დიამეტრი: 110 მმ |  |
| ინფრაწითელი გათბობის მოწყობილობები |  | |
| ტ მოკვდი | ტაივანის GMAსიგანე: 1400 მმ |  |
| სტრუქტურის გახსნა | 300 მ/წთ ავტომატური შეერთება |  |
| ჰიდრავლიკური ლილვის გარეშე გამხსნელი3/6 ინჩიანი ქაღალდის ბირთვი, მძიმე ტვირთი |  | |
| კორონას მკურნალობა | 20 კვტ, ილიანის მორგებული |  |
| ვებ-გიდინგები | BST სტრუქტურა |  |
| ხიდი | ალუმინის მასალა |  |
| შერევის როლიკერი | Ф800 მმ, მყარი ქრომი 0.07 მმ |  |
| შედგენის ნაწილი | ჰიდრავლიკური წნევის დაცვის სისტემა, უკეთესი შეერთება, უფრო ერთგვაროვანი წნევა, უკეთესი საფარის ხარისხიფირის ავტომატური დახვევის სისტემა |  |
| საჭრელი მოწყობილობა | ტაივანის პნევმატური ტრიმინგიქვედა დანა: Ø 150 × Ø120×17-13 ზედა პირი: Ø 150 × Ø80×2.5 |  |
| კიდის გამბერი | ჰაერის შეწოვის ტიპი, 5.5 კვტ |  |
| გადახვევის სტრუქტურა | 300 მ/წთ ავტომატური გადახვევამძიმე დატვირთვის ხახუნის გადახვევა (ქარხნული პატენტი) |  |
| ღერძის ამწევი | ჰაერის ლილვის ავტომატურად ამოსაღებად და დასაყენებლად |  |
| სიხშირის ინვერტორი | იაპონია იასკავა |  |
ავტომატური გაშლა (ავტომატური გაშლა) → ქსელის გიდი → გვირგვინის დამუშავების მოწყობილობა → ექსტრუზიის და შედუღების ნაწილის კიდის მოჭრა → გადახვევა





