








K19 – חותך לוחות חכם
1. כל מגש הלוחות מוזן אוטומטית.
2. לוח העץ הארוך מועבר אוטומטית לחיתוך האופקי לאחר השלמת החיתוך הראשון;
3. לאחר השלמת החיתוך השני, המוצרים המוגמרים נערמים לתוך המגש כולו;
4. השאריות משוחררות אוטומטית ומרוכזות לשקע לסילוק נוח של השאריות;
5. תהליך תפעול פשוט וידידותי למשתמש כדי להפחית את תהליך הייצור.
| גודל הלוח המקורי | רוֹחַב | מינימום 600 מ"מ; מקסימום 1400 מ"מ |
| מֶשֶׁך | מינימום 700 מ"מ; מקסימום 1400 מ"מ | |
| גודל גמור | רוֹחַב | מינימום 85 מ"מ; מקסימום 1380 מ"מ |
| מֶשֶׁך | מינימום 150 מ"מ; מקסימום 480 מ"מ | |
| עובי הלוח | 1-4 מ"מ | |
| מהירות המכונה | קיבולת מזין הלוחות | מקסימום 40 דפים/דקה |
| קיבולת מזין הרצועות | מקסימום 180 מחזורים/דקה | |
| כוח המכונה | 11 קילוואט | |
| מידות מכונה (אורך*רוחב*גובה) | 9800*3200*1900 מ"מ | |
הייצור נטו כפוף לגדלים, חומרים וכו'.
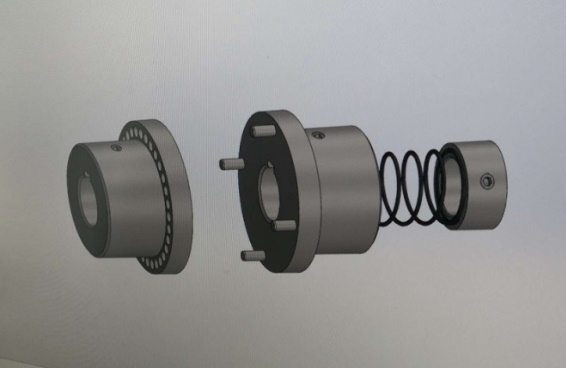
 | מחזיק סכין סיבובי נשלף וניתן להסרה:הרחבת מחזיק הסכין הסיבובי, הסיכה האופקית והסיכה האנכית משמשים כדי למנוע מהמחזיק להזיז את עצמו, להגביר את דיוק החיתוך ולאפשר כוונון גודל נוח יותר. (פטנט על המצאה) |
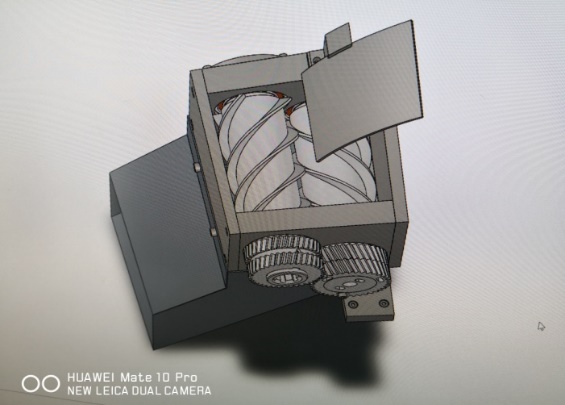 | סכין ספירלית:שימוש בסגסוגת אלומיניום ניטרידית עם 38 כרום מוליבדן (קשיות: 70 מעלות), חיתוך סינכרוני ועמיד. (פטנט המצאה) |
 | מערכת כוונון עדין:32 חלקים שווים, כוונון מנגנון ההנעה מדויק ונוח יותר. (פטנט על המצאה) |
 | התקן אספקת שמן מרכזי אוטומטי:שימון בזמן ובכמותיות של כל חלק. התראה אוטומטית כאשר כמות השמן נמוכה מדי. |
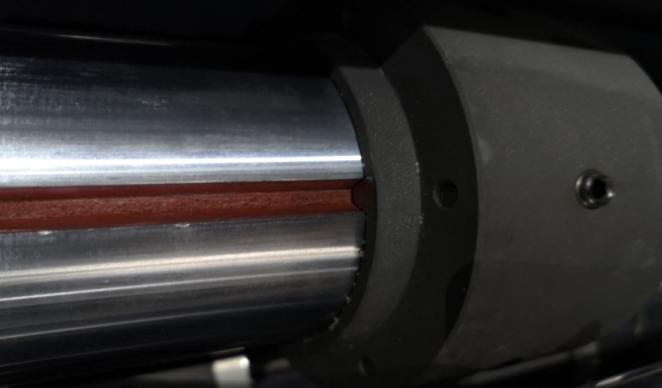 | צִיר:הציר המודגש (קוטר 100 מ"מ) משפר את דיוק החיתוך ומקל על כוונון הפין. |
 | תחנת קליטה:הקבלה מהירה ונוחה, מסודרת ומטופחת. |
 | ממשק אדם-מכונה ידידותי (HMI):עיצוב ממשק המשתמש המוגן בפטנט הופך את הפעולה לאינטואיטיבית ופשוטה יותר. |
1. דרישת קרקע:
יש להתקין את המכונה על רצפה שטוחה ויציבה כדי להבטיח קיבולת הארקה מספקת, עומס על הקרקע הוא 500 ק"ג/מ"ר ומרחב תפעול ותחזוקה מספק סביב המכונה.
2. תנאי סביבה:
יש להרחיק משמן וגז, כימיקלים, חומצות, בסיסים וחומרי נפץ או דליקים.
הימנעו מלהיות סמוכים למכונות המייצרות רעידות ואלקטרומגנטיות בתדר גבוה
3. מצב החומר:
יש לשמור על בד וקרטון שטוחים ויש לנקוט באמצעים הנדרשים לאיטום לחות ואוויר.
4. דרישת חשמל:
380V/50HZ/3P. (יש להתאים אישית נסיבות מיוחדות, ניתן להסביר אותן מראש, כגון: מתח של 220V, 415V ומדינות אחרות)
5. דרישת אספקת אוויר:
לא פחות מ-0.5 מגה-פסקל. איכות אוויר ירודה היא הגורם החשוב ביותר לכשל של המערכת הפנאומטית. היא תקטין מאוד את האמינות ואת חיי השירות של המערכת הפנאומטית. ההפסד שנגרם כתוצאה מכך יעלה בהרבה על העלות ועלות התחזוקה של התקן טיפול באספקת האוויר. מערכת עיבוד אספקת האוויר ורכיביה חשובים מאוד.
6. גיוס עובדים:
על מנת להבטיח את בטיחות האדם והמכונה, ולממש את ביצועיהן במלואם, להפחית תקלות ולהאריך את חיי השירות, יש צורך באדם אחד המסורים, המיומנים ובעלי יכולות תפעול ותחזוקה מסוימות של ציוד מכני.





