







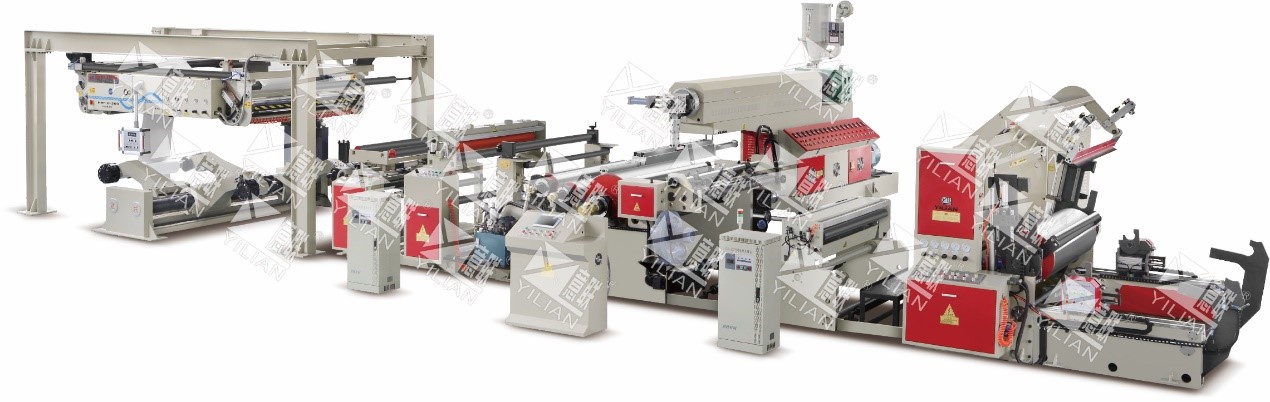




Аўтаматычная машына для экструзіі паперы з поліэтыленам WSFM1300C
| Смала для ламінавання касцюмаў | LDPE, PP і г.д. |
| Асноўны матэрыял касцюма | папера (80—400 г/м²) |
| Максімальная механічная хуткасць | 300 м/мін (рабочая хуткасць залежыць ад таўшчыні пакрыцця, шырыні) |
| Шырыня пакрыцця | 600—1200, шырыня накіроўвалага роліка: 1300 мм |
| Таўшчыня пакрыцця | 0,008—0,05 мм (адзін шруба) |
| Памылка таўшчыні пакрыцця | ≤±5% |
| Дыяпазон аўтаматычнай налады нацяжэння | 3—100 кг поўны запас |
| Максімальная колькасць экструдара | 250 кг/г |
| Кампанентны астуджальны ролік | ∅800×1300 |
| Дыяметр шрубы | Суадносіны ∅110 мм35:1 |
| Максімальны дыяметр размотвання | ∅1600 мм |
| Максімальны дыяметр перамоткі | ∅1600 мм |
| Дыяметр стрыжня паперы для размотвання: 3″6″ і дыяметр стрыжня паперы для перамотвання: 3″6″ | |
| Экструдар прыводзіцца ў рух рухавіком магутнасцю 45 кВт | |
| Агульная магутнасць | каля 200 кВт |
| Вага машыны | каля 39000 кг |
| Знешні памер | 16110 мм × 10500 мм × 3800 мм |
| Колер кузава машыны | Шэры і чырвоны |
1. Размотванне дэталі (з дапамогай ПЛК, сервапрывада)
1.1 Размотка рамы
Канструкцыя: гідраўлічная рама для размотвання без вала
Зварочны апарат серыі BA з'яўляецца неад'емнай часткай лініі ламінавання і ўсталёўваецца над рулоннай станінай пад мостам. Ён забяспечвае бесперапыннасць перадачы існуючага рулона паперы на наступны без прыпынку вытворчасці.
Унутры бакавых рамак зварачнага апарата знаходзяцца 2 рухомыя зварачныя галоўкі і рухомая цэнтральная апорная секцыя. Над ёй знаходзяцца 2 прыціскныя ролікі.
Валок шпількі, зваротны нацяжны ролік і сістэма падвойных танцораў утвараюць секцыю назапашвання паперы, якая здольная назапашваць паперу да 4 разоў большую за даўжыню зварочнага апарата.
Кіраванне машынай ажыццяўляецца праз панэль кіравання на машыне
Хуткасць звязвання паперы макс. 300 м/мін
а) калі трываласць паперы вышэй за 0,45 кг/мм, макс. 300 м/мін;
б) калі трываласць паперы вышэй за 0,4 кг/мм, макс. 250 м/мін;
c) калі трываласць паперы вышэй за 0,35 кг/мм, макс. 150 м/мін
Шырыня паперы
Макс. 1200 мм
Мін. 500 мм
Хуткасць CE-300
Макс. 300 м/мін
Пнеўматычныя дадзеныя
Усталяваны ціск 6,5 бар
Мін. ціск 6 бар
Мадэль CE-300
Магутнасць 3,2 кВА, 380 В пераменнага току/50 Гц/20 А
Кіруючае напружанне 12/24 В пастаяннага току
1.1.1 Незалежны гідраўлічны заціск шпіндзеля з падвойнай рабочай станцыяй для размоткі, без паветранага вала, гідраўлічная загрузка, эканомія выдаткаў на загрузку механічнай канструкцыі. Аўтаматычная чарга барабана вала AB, меншыя страты матэрыялу.
1.1.2 Макс. дыяметр размоткі: 1600 мм
1.1.3 Дыяпазон аўтаматычнай нацяжкі: 3—70 кг, поўны запас
1.1.4 дакладнасць нацяжэння: ± 0,2 кг
1.1.5 папяровы стрыжань: 3 цалі / 6 цаляў
1.1.6 Сістэма кантролю нацяжэння: датчык нацяжэння тыпу вала з дапамогай дакладнага патэнцыяметра для выяўлення нацяжэння, цэнтралізаванае кіраванне праграмуемым ПЛК
1.1.7 Сістэма кіравання прывадам: тармажэнне цыліндрам PIH, хуткая зваротная сувязь паваротнага энкодэра, кіраванне замкнёным контурам з дакладным рэгуляваннем ціску, цэнтралізаванае кіраванне праграмуемым кантролерам PLC
1.1.8 Налада нацяжэння: з дапамогай дакладнай налады рэгулюючага клапана ціску
1.2 Тып захоўвання аўтаматычнага збору, рэзкі
1.2.1 Захоўванне з прывадам ад пнеўматычнага буфера рухавіка забяспечвае стабільнае нацяжэнне пры падборы паперы.
1.2.2 асобная рэжучая структура
1.2.3 ПЛК аўтаматычна разлічвае новую хуткасць кручэння вала і падтрымлівае хуткасць на ўзроўні хуткасці асноўнай лініі
1.2.4 Прыём матэрыялу, прыціскны ролік, разак зламанага матэрыялу. Змена кантролю нацяжэння, скід усіх элементаў можа скончыцца аўтаматычна.
1.2.5 Папярэдні сігнал аб замене роліка: працоўны дыяметр дасягае 150 мм, машына падае сігнал.
1.3 Кіраванне выпрамленнем: фотаэлектрычная сістэма кіравання выпрамленнем клюшкі (структура BST)
2. Карона (Іліян настроены)
Магутнасць апрацоўкі каронай: 20 кВт
3. Гідраўлічны ламінавальны блок:
3.1 Тры ролікі ламінуючай структуры кампазітнага складу, задні прыціскны ролік можа зрабіць трываласць кампазітнага роліка раўнамернай, кампазітны цвёрды.
3.2 Зняцце сіліконавага гумовага валіка: сумесь лёгка аддзяляецца ад астуджальнага валіка, гідраўлічная ўстаноўка можа шчыльна прыціскаць.
3.3 Выгнутая структура для сплюшчвання рулоннай плёнкі: дазваляе хутка разгортваць плёнку
3.4 Рэгулявальны ролік для камбінаванага падачы можа пераадолець нераўнамерную таўшчыню плёнкавага матэрыялу і г.д. слабасць
3.5 Нагнетальнік высокага ціску хутка ўсмоктвае краю лому.
3.6 Складаны выхадны рэжучы ролік
3.7 Складаны ролік прыводзіцца ў рух рухавіком у залежнасці ад
3.8 Рухавік з прывадам ад складанага роліка кіруецца японскім кантролерам частаты
Спецыфікацыя:
(1) складаны каток: 800 × 1300 мм 1 шт.
(2) гумовы ролік: 260 × 1300 мм 1 шт.
(3) прыціскны ролік: 300 × 1300 мм 1 шт.
(4) цыліндр для кампаунднага алею: 63 × 150 2 шт.
(5) ролік для адклейвання: 130 × 1300 шт.
(6) рухавік магутнасцю 11 кВт (ШАНХАЙ) 1 камплект
(7) Пераўтваральнік частаты 11 кВт (ЯПОНІЯ YASKAWA)
(8) паваротны раз'ём: (2,5"2 1,25"4)
4. Экструдар (аўтаматычная рэгуляванне вышыні)
4.1 Дыяметр шнека: 110 юаняў, максімальная прадукцыйнасць экструдара каля 250 кг/г (японская тэхналогія)
4.2 Т-падобная матрица (Тайвань GMA)
4.2.1 Шырыня формы: 1400 мм
4.2.2 Эфектыўная шырыня формы: 500-1200 мм
4.2.3 Зазор паміж краямі формы: 0,8 мм, таўшчыня пакрыцця: 0,008—0,05 мм
4.2.4 Памылка таўшчыні пакрыцця: ≤±5%
4.2.5 Электрычная награвальная трубка ўнутры награвання, высокая эфектыўнасць награвання, хуткае павышэнне тэмпературы
4.2.6 Цалкам закрыты праход, рэгуляванне шырыні начыння
4.3 Хутказменныя сеткавыя прылады
4.4 Хада спераду і ззаду, можа аўтаматычна падымаць каляску, дыяпазон пад'ёму: 0-100 мм
4.5 Кантроль тэмпературы формы ў 7 зонах. Кантроль тэмпературы шрубавага ствала ў 8 секцыях. Кантроль тэмпературы ў зоне раздыма 2 выкарыстоўвае інфрачырвоныя награвальныя прылады.
4.6 Рэдуктар вялікай магутнасці, з цвёрдымі зубцамі (Guo tai guo mao)
4.7 Лічбавы рэгулятар тэмпературы з аўтаматычным кантролем тэмпературы
Асноўныя часткі:
(1) Рухавік пераменнага току магутнасцю 45 кВт (ШАНХАЙ)
(2) пераўтваральнік частаты магутнасцю 45 кВт (ЯПОНІЯ YASKAWA)
(3) Лічбавы кантролер тэмпературы 18 шт.
(4) Рухавік магутнасцю 1,5 кВт
5. Пнеўматычная прылада для абрэзкі круглых нажоў
5.1 Прылада папярочнай рэгулявання з трапецападобным шрубам, змяняе шырыню рэзкі паперы
5.2 Пнеўматычны рэзак пад ціскам
5.3 5.5 кВт паглынанне краю высокага ціску
6. Блок перамоткі: трохмерная цяжкая канструкцыя
6.1 Перамотка кадра:
6.1.1 Электрычная падвойная перамотвальная машына фрыкцыйнага тыпу, высакахуткасная аўтаматычная рэзка і збор гатовага матэрыялу, аўтаматычная разгрузка.
6.1.2 Максімальны дыяметр перамоткі: 1600 мм
6.1.3 хуткасць перакульвання: 1 аб/мін
6.1.4 нацяжэнне: 3-70 кг
6.1.5 Дакладнасць нацяжэння: ± 0,2 кг
6.1.6 папяровы стрыжань: 3″ 6″
6.1.7 Сістэма кантролю нацяжэння: цыліндрычная падушка перамяшчаецца па канструкцыі тыпу плаваючага роліка, нацяжэнне вызначаецца дакладным патэнцыяметрам, а праграмуемы кантролер PLC цэнтралізавана кіруе нацяжэннем. (Цыліндр з нізкім трэннем SMC ад Японіі) 1 камплект
6.1.8 Сістэма кіравання прывадам: рухавік магутнасцю 11 кВт, зваротная сувязь па хуткасці паваротнага энкодэра, падвойнае кіраванне пераменным інвертарам Senlan з замкнёным контурам, цэнтралізаванае кіраванне ПЛК з праграмуемым кантролерам. 1 камплект
6.1.9 Налада пастаяннага напружання: налада рэгулятара дакладнага ціску (Японія SMC)
6.1.10 Налада нацяжэння кануса: адвольна ўстанаўліваецца экранам кампутара, кіраваннем ПЛК, пераўтварэннем з дапамогай суадносін электрычнасці і паветра (Японія SMC)
6.2 Прылада аўтаматычнай падачы і рэзкі
6.2.1 Апорныя ролікі для зрошчвання кіруюцца ПЛК, які прыводзіць у рух рухавік, што ўтрымлівае матэрыял далей ад церцільнага роліка.
6.2.2 Гідраўлічны механізм незалежнага рэзання
6.2.3 Аўтаматычны разлік працэсу камплектацыі з дапамогай ПЛК, замена аб'ёму выконваецца клавішай
6.2.4 Функцыя апорнага роліка, рэзка матэрыялу, скід і г.д. Аўтаматычнае выкананне
6.2.5 Тэхнічныя характарыстыкі
(1) Фрыкцыйны ролік: ¢700x1300 мм 1 бар
(2) Рухавік абмоткі: 11 кВт (Шанхай Лічао) 1 камплект
(3) Рэдуктар паніжэння: загартаваны паверхнева-спіральны рэдуктар (Thailand Mau)
(4) Інвертар: 11 кВт (Японія Yaskawa) 1 камплект
(5) Рэдуктар апорнага роліка: 1 камплект сілы
(6) Рэдуктар хуткасці: цвёрды зуб 1 камплект сілы
(7) Рэдуктар хуткасці качэння: 1 камплект сілы
(8) Разгрузачная гідраўлічная станцыя
7. Аўтаматычны здымнік паветранага вала
8. Раздзел прывада
8.1 Галоўны рухавік, трансмісійны рамень выкарыстоўвае сінхронны рамень
8.2 Рухавік для змешвання, перамоткі і размотвання: прывадны рамень выкарыстоўвае дугавую перадачу, ланцуг і сінхронную раменную перадачу.
8.3 Галоўны прывадны рэдуктар: герметычная алейная спіральная зубчастая перадатка, канструкцыя лінейнай спіральнай зубчастай перадачы
9. Блок кіравання
Незалежная электрычная шафа, цэнтралізаванае кіраванне, камбінаванае размяшчэнне з цэнтралізаваным кіраваннем шафай кіравання. Сістэма аўтаматызацыі машыны выкарыстоўвае набор прылад PLC (hollsys) з высокай прадукцыйнасцю апрацоўкі і сігналы дыялогу чалавека-машыны з выкарыстаннем сеткавай сувязі паміж інтэрфейсам. PLC, экструзійны блок, інтэрфейс дыялогу чалавека-машыны паміж сістэмай кіравання і ўтвараюць інтэграваную сістэму аўтаматычнага кіравання. Для любых параметраў можна ўсталяваць аўтаматычны разлік, памяць, выяўленне, сігналізацыю і г.д. Можа кантраляваць напружанне, хуткасць, таўшчыню пакрыцця, хуткасць і розныя працоўныя ўмовы.
10. іншыя
11.1 Накіроўвальны ролік: цвёрдае анадаванне накіроўвалага роліка з алюмініевага сплаву, працэс руху
11.2 Нізкавольтныя апараты для французскіх кампаній Schneider, японскіх кампаній Omron і г.д.
11. брэнд запчастак
11.1 PLC (Пекін Холісіс)
11.2 Сэнсарны экран (ТАЙВАНЬ)
11.3 пераўтваральнік частаты: Японія Yaskawa
11.4 Галоўны рухавік: ШАНХАЙ
11,5-цыліндр з нізкім каэфіцыентам трэння (Японія SMC)
11.6 КАНТАКТАР ПЕРАМЕННАГА ТОКУ (Schneider)
11,7-цалевая кнопка (Schneider)
11. Статычны змяшальнік (Тайвань)
11.9 клапан рэгулявання ціску ў цыліндры (Тайвань)
11.10 Магнітны абменны клапан (Тайвань)
11.11 дакладны рэгулятар ціску (SMC)
12. Кліент самастойна забяспечвае абсталяванне
12.1 Месца для абсталявання і падмурак
12.2 Пастаўка абсталявання для электрычнай шафы машыны
12.3 Падача вады ў машынныя памяшканні на ўваходзе і выхадзе з варот (пакупнік рыхтуе вадзяны ахаладжальнік)
12.4 Падача газу да апарата, усталяванага ў вусцейку і з яго
12.5 Выхлапная труба і вентылятар
12.6 Збор, пагрузка і разгрузка асноўнага матэрыялу гатовага інструмента
12.7 Іншыя аб'екты, не пералічаныя ў кантракце
13. Спіс запасных частак:
| Не. | Імя | Спецыяльнасць. |
| 1 | Тэрмапара | 3М/4М/5М |
| 2 | Рэгулятар тэмпературы | Омрон |
| 3 | Мікрарэгулявальны клапан | 4V210-08 |
| 4 | Мікрарэгулявальны клапан | 4V310-10 |
| 5 | датчык блізкасці | 1750 год |
| 6 | Цвёрдацельнае рэле | 150A і 75A |
| 7 | перамыкач ходу | 8108 |
| 10 | награвальны блок | ϕ90*150 мм, 700 Вт |
| 11 | награвальны блок | ϕ350*100 мм, 1,7 кВт |
| 12 | награвальны блок | 242*218 мм, 1,7 кВт |
| 13 | награвальны блок | 218*218 мм, 1 кВт |
| 14 | награвальны блок | 218*120 мм, 800 Вт |
| 15 | Кнопка Шнайдэра | ZB2BWM51C/41C/31C |
| 16 | паветраны кран | |
| 17 | Высокатэмпературная стужка | 50 мм * 33 м |
| 18 | тэлфлонавая стужка | |
| 19 | Ролікавы чахол Corona | 200*1300 мм |
| 20 | Медны ліст | |
| 21 | сеткаваты фільтр | |
| 22 | Круглыя шчыліны | 150*80*2,5 |
| 23 | пнеўматычны раз'ём | |
| 24 | пнеўматычная стрэльба | |
| 25 | вадзяны сустаў | 80А і 40А |
| 27 | шрубы і іншыя | |
| 28 | цягавы ланцуг | |
| 29 | скрыня для інструментаў |
Асноўныя часткі і малюнак:
| Асноўныя часткіМАДЭЛЬ | Аўтаматычная экструзійная машына для нанясення пакрыцця WSFM1300C | |
| Экструдар | Аўтаматычная рэгуляванне вышыні экструдараРухавік: 45 кВт Дыяметр шрубы: 110 мм |  |
| Інфрачырвоныя абагравальныя прылады |  | |
| Т памірае | Тайвань GMAШырыня: 1400 мм |  |
| Структура размотвання | Аўтаматычнае зрошчванне 300 м/мін |  |
| Гідраўлічны безвалковы размотчык3/6-цалевы папяровы стрыжань, Цяжкі |  | |
| Лячэнне ад каранавіруса | 20 кВт, Yilian індывідуальна |  |
| Вэб-гід | Структура BST |  |
| Мост | Алюмініевы матэрыял |  |
| кампаундны ролік | Ф800мм, цвёрды хром 0.07мм |  |
| Складаная частка | Сістэма гідраўлічнай абароны ад ціску, лепшае злучэнне, больш раўнамерны ціск, лепшая якасць пакрыццяСістэма аўтаматычнай намоткі стужкі |  |
| Прылада для абрэзкі | Пнеўматычная абрэзка на ТайванеНіжняе лязо: Ø 150 × Ø120×17-13 Верхняе лязо: Ø 150 × Ø80 × 2,5 |  |
| Краёвы паветранадзімалка | Тып ўсмоктвання паветра, 5,5 кВт |  |
| Структура перамоткі | Аўтаматычная перамотка 300 м/мінЦяжкая перамотка фрыкцыйнага тыпу (патэнт завода) |  |
| Здымальнік восі | Каб аўтаматычна выцягнуць і ўсталяваць паветраны вал |  |
| Пераўтваральнік частаты | Японія Яскава |  |
Размотчык (аўтаматычны звязальны станок) → накіроўвалая машына для павуціння → каронная апрацоўка → экструзія і злучэнне дэталі, абрэзка краёў → перамотка
Катэгорыі прадуктаў
-

Двухпалосная машына для зборкі кардонных скрынак ECE-1600 5 ...
-

Аднапрацоўчая станцыя ECE-1200 для зборкі кардонных скрынак...
-

ASZ540A Машына для фальцоўкі з 4 бакоў
-

SJFM-1300A Экструзія паперы Плёнка для ламінавання поліэтыленавай плёнкі ...
-

Машына для закруглення RC19
-

Аўтаматычная падкладкавая машына CM540S