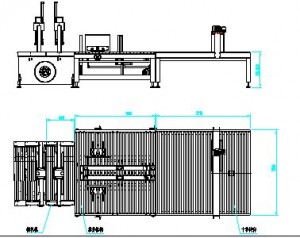
Máy in flexo tốc độ cao, hút chân không hoàn toàn tự động ORTIE-II & Máy cắt rãnh ORTIE-II
| Bộ phận cấp giấy (Bộ cấp giấy cạnh trước) | 1 |
| Bộ phận in (Trục anilox gốm + Lưỡi dao) | 3 |
| Bộ phận xẻ rãnh | 1 |
| Bộ phận dán tự động | 1 |
Hệ thống hút chân không hoàn toàn tự động, in flexo tốc độ cao, máy cắt rãnh và máy dán keo.Của ORITE-II (Cố định)
I. Đơn vị vận hành điều khiển bằng máy tính
1. Máy sử dụng hệ thống điều khiển bằng máy tính, bộ điều khiển servo của Nhật Bản;
2. Mỗi thiết bị đều được trang bị giao diện người-máy, dễ vận hành, điều chỉnh chính xác, sau khi hoàn thành nhập liệu có thể trực tiếp thực hiện định vị thông minh gần nhất mà không cần máy chủ định vị một hướng về 0 và máy cắt, tấm chắn quay trở lại vị trí ban đầu, định hướng lại giúp giảm hiệu quả làm việc;
3. Dữ liệu được lưu: Khi dữ liệu chính xác được nhập vào sản phẩm đã xử lý, dữ liệu hiện tại sẽ tự động được lưu lại cho lần sử dụng tiếp theo; tự động điều chỉnh theo hướng dẫn khi sử dụng lại, tiết kiệm thời gian hiệu chỉnh;
4. Dữ liệu có thể được điều chỉnh riêng lẻ, không cần sử dụng chức năng sắp xếp mà có thể tự động chạy, nhập dữ liệu độc lập, giảm đáng kể thời gian điều chỉnh, thuận tiện cho quy trình vận hành;
5. Hiển thị lỗi: cho phép người vận hành kịp thời tìm ra nguyên nhân gây ra sự cố thông qua lỗi đang xảy ra trong máy móc đang hoạt động;
6. Hiệu chỉnh dữ liệu thô của máy tính: Khi dữ liệu gốc bị mất sau khi sửa chữa máy, người dùng có thể trực tiếp hiệu chỉnh màu sắc để khôi phục lại dữ liệu gốc, rút ngắn thời gian bảo trì, từ đó tạo điều kiện thuận lợi cho người dùng;
7. Khôi phục bộ nhớ về 0: Trong quá trình hoạt động, máy có thể tự động khôi phục trạng thái ban đầu bằng cách xóa dữ liệu hoặc sử dụng phiên bản cài đặt dành cho mục đích xóa dữ liệu.
8. Điều khiển nâng trục anilox: Khi không cần in một nhóm bản in tạm thời, có thể điều khiển để trục anilox không cần hạ xuống, không cần vệ sinh trục lăn mực;
9. Có thể tự do thiết lập thời gian cắt giấy, khoảng thời gian giữa các lần cắt giấy, mang lại sự linh hoạt để phù hợp với sở thích cá nhân;
10. Màn hình hiển thị động cơ chính hiển thị tốc độ, lượng tiến dao, từng bước, cả thuận và nghịch;
11. Trên màn hình chính hiển thị bộ lệnh, số lượng định mức sản xuất thực tế được hoàn thành sẽ tự động dừng việc cấp giấy anilox từ bản in;
12. Đơn hàng Mặc định: xử lý đơn hàng theo yêu cầu với màu sắc do máy tính tạo ra, nhập dữ liệu khác nhau cho thùng carton;
13. Màn hình hiển thị thông tin kích thước vị trí cửa sau và có chức năng bảo vệ cảnh báo trên và dưới;
14. Trong quá trình vận hành máy móc xảy ra tai nạn, màn hình hiển thị bị quá tải và tự động tắt máy;
15. Khi phần mềm của công ty được cải tiến, sẽ được nâng cấp miễn phí trong vòng ba năm;
16. Bộ sản xuất thức ăn chăn nuôi, in ấn, cắt khuôn tự động.
II. Bộ phận cấp liệu
Bộ phận cấp giấy sử dụng công nghệ cấp giấy mép dẫn, phù hợp với mọi loại giấy carton sóng;
Hệ thống cấp liệu sử dụng con lăn dẫn động bằng động cơ servo, không có sai số truyền động cơ khí;
Hệ thống cấp giấy phụ trợ hút chân không, có thể điều chỉnh áp suất khí theo kích thước giấy.
1,Bộ ly hợp máy
1) Bộ ly hợp máy điều khiển điện được gắn kèm với còi báo động, cảnh báo trên đường đi sẽ phát ra tiếng chuông liên tục để đảm bảo an toàn cho người lao động.
2) Mỗi thiết bị trạm điện thoại cố định đều có công tắc dừng khẩn cấp, hệ thống điều khiển nội bộ để dừng các chuyển động của máy nhằm đảm bảo an toàn cho nhân viên vận hành bên trong.
3), thiết bị khóa liên động khí nén.
4) Có thể cho ăn liên tục hoặc bỏ bữa.
2. Hệ thống chân không
1) Được trang bị máy hút bụi và con lăn dính, có thể loại bỏ một lượng lớn tạp chất trên bề mặt in bìa cứng, cải thiện chất lượng in.
3. Cơ quan báo chí tự do (Tùy chọn)
1) Cơ chế không áp lực giúp tấm bìa carton không bị ép, tránh hiện tượng bìa bị thấm nước và tạo ra các vết lõm khi in; thứ hai, không cần điều chỉnh trạng thái cấp liệu thường xuyên, đảm bảo độ đồng nhất khi in.
2) Không cần điều chỉnh áp suất, thời gian vận hành phụ trợ gần như không đáng kể; trong khi đó, sự thay đổi nhỏ trong quy trình sản xuất thường xuyên về độ dày bìa cứng không ảnh hưởng đến độ chính xác cấp liệu và đảm bảo tỷ lệ sản xuất đạt 100%.
3) Không có con lăn dẫn giấy, để tránh sự thay đổi tốc độ dây chuyền do hao mòn gây ra bởi các lỗi màu sắc do con lăn cao su trong quá trình in ấn. Nhằm đảm bảo chất lượng sản phẩm và tránh việc phải thay thế con lăn thường xuyên.
4) Ngăn ngừa hiện tượng kẹt con lăn cao su cấp giấy và bìa cứng, giúp cải thiện năng suất thùng carton.
4. Điều khiển hoạt động của bộ nạp tài liệu tự động (phương pháp số 0)
1), bộ phận cấp dây xung quanh viền, hộp số phía sau điều chỉnh điện và chức năng chạy bộ.
2) Sử dụng chung thiết bị tự động căn chỉnh số 0 cho thùng carton, cố gắng in hai bản để điều chỉnh đúng vị trí, giảm thiểu lãng phí bìa carton.
III. Bộ phận in ấn
Bộ phận in đa máy sử dụng động cơ servo điều khiển độc lập, loại bỏ lỗi tích lũy của hệ thống;
Hệ thống băng tải con lăn hỗ trợ hút chân không đảm bảo độ chính xác của bản in màu sắc sai lệch +0,3 mm;
Động cơ servo AC không có độ rơ, hệ thống cung cấp dầu bôi trơn bánh răng không còn cần thiết.
1,Con lăn in
1), Đường kính ngoài Φ393,97mm (đường kính tấm in là Φ408,37mm). (1200)
2) Tôi luyện tấm đầu bằng con lăn, ram toàn bộ ống ngoài việc xử lý ứng suất.
3) Hiệu chỉnh cân bằng tĩnh và động, vận hành trơn tru.
4), mài bề mặt, mạ crom cứng.
5), phiên bản trục cóc cố định.
6), cơ cấu hiệu chỉnh độ lệch con lăn tấm quay hai chiều.
7) Sử dụng phiên bản treo, lắp đặt thuận tiện, phù hợp với phiên bản treo 10mm.
8), xử lý in, công tắc chân điều khiển điện dương. (Cao và thấp)
9), hệ thống truyền động servo độc lập của con lăn tấm, không có độ rơ bánh răng gây ra lỗi tích lũy.
2, con lăn ép in
1) Đường kính ngoài Φ152,2mm.
2) Mài bề mặt thép, mạ crom cứng.
3) Điều chỉnh cân bằng, vận hành trơn tru.
4) Điều chỉnh khe hở in, sử dụng máy tính và điều khiển kỹ thuật số điện tử.
3, trục lăn anilox gốm cáp cao
1), Đường kính ngoài Φ206,65mm. (1000,1200)
2) Bề mặt thép sau khi xử lý đặc biệt tạo thành hình điêu khắc dạng lưới.
3), phù hợp với các đầu ra mực in đều, bền và chắc.
4), đánh dấu một công nghệ xử lý đặc biệt để kéo dài tuổi thọ của tấm;
5), một buồng kín bằng nhôm đặc biệt giúp tăng khả năng uốn cong lên 30%, tiết kiệm 20% lượng mực dự trữ;
6), được lót bằng lớp PTFE màu xanh lá cây, dễ dàng vệ sinh khoang chống dính;
7), việc sử dụng cơ chế thay trục anilox nhanh.
5. Cơ chế điều chỉnh pha
1) Mỗi bộ phận được điều khiển đồng bộ servo độc lập để loại bỏ lỗi in chồng tích lũy. Hệ thống định vị tự động thông minh của Indian Roller, độ chính xác khi đặt lại vị trí bản in sau mỗi tuần dịch chuyển gần như bằng không.
2) Điều chỉnh vị trí ngang bằng màn hình cảm ứng PLC, khoảng cách điều chỉnh 20 mm, độ chính xác điều biến pha lên đến 0,10 mm.
6. Sự tuần hoàn mực
1) Bơm màng khí nén, mực ổn định, vận hành và bảo trì đơn giản.
2) Màng mực điều chỉnh lượng mực, lắp đặt thiết bị báo động mực.
3) Bộ lọc mực, lọc bỏ tạp chất.
IIII. Bộ phận xẻ rãnh (một bộ)
Độ chính xác khi xẻ rãnh: ± 1,5mm
1, bánh xe dây
1)Đường kính trục Φ154mm, sau hai lần mài, mạ crom cứng, chuyển động trơn tru. (1200)
2) Điều chỉnh thủ công khe hở giữa các con lăn ép đường kẻ, phạm vi điều chỉnh từ 0-12mm.
3) Đường ống dẫn áp suất được làm bằng polyurethane nhập khẩu chất lượng cao.
2. Cơ chế điều chỉnh trượt dao rãnh
1)Đường kính trục Φ174mm sau hai lần mài, mạ crom cứng, chuyển động trơn tru. (1200)
2) Chiều rộng lưỡi dao có rãnh là 7mm.
3) Thép hợp kim dùng làm dụng cụ, được xử lý nhiệt, dùng để mài dao rãnh răng cưa, có độ cứng và độ dẻo dai tuyệt vời. (Đài Loan)
4) Thép hợp kim sau khi xử lý nhiệt, mài và cắt tỉa dao, dao sắc bén và có độ chính xác cao.
5) Bánh xe dẫn hướng, con lăn dẫn hướng, vị trí di chuyển của dao cắt rãnh, sử dụng điều khiển đồng bộ bằng nút bấm điện.
6Bánh xe dẫn áp, con lăn dẫn hướng, vị trí di chuyển của dao cắt rãnh, sử dụng điều khiển đồng bộ bằng nút bấm điện.
Hệ thống keo V.:
Bảo trì đơn giản, giảm chi phí bảo trì.
Chu trình hút bằng bơm nhu động, giảm thiểu lượng chất thải dạng sệt.
Đơn vị vận chuyển:
Có thể xử lý các loại bìa cứng có độ dày khác nhau nhờ thiết bị điều chỉnh khe hở, nhận bìa cứng thẳng đứng từ máy ép.
Bộ phận gấp:
Lắp đặt hệ thống gấp mới, căn chỉnh chính xác theo đường gấp, có thể điều chỉnh khe hở lên xuống.
Sử dụng băng tải chính kiểu hút, giúp việc xả sản phẩm ra khỏi thùng carton ở giai đoạn cuối diễn ra trơn tru, tránh làm biến dạng các cạnh bìa carton.
Hệ thống băng tải kép trái và phải với động cơ riêng biệt, tốc độ được điều khiển độc lập theo kích thước chiều dài và chiều rộng.
Bộ đếm và đẩy
Những vật dụng bằng bìa cứng nhỏ có thể vận hành trơn tru ở tốc độ cao.
Loại dán ngoài, có lỗ di động, loại có lỗ thông hơi cũng có thể ổn định, dán hộp giấy một cách trơn tru.
Đơn vị vận hành:
Với màn hình cảm ứng LCD màu, bạn có thể hiển thị nhiều thông tin cảnh báo và thông tin vận hành khác nhau.
Đạt được khả năng điều khiển từ xa.
VI. Các thông số kỹ thuật chính
| Thông số kỹ thuật | 1800*1000 | 2200*1000 | 1800*1200 | 2500*1200 |
| Tốc độ tối đa (cái/phút) | 200 | 200 | 180 | 170 |
| Kích thước thức ăn tối đa (mm) | 1800*970 | 2200*970 | 1800*1170 | 2800*1200 |
| Kích thước bộ cấp liệu bỏ qua (mm) | 1800*1200 | 2200*1200 | 1800*1400 | 2800*1400 |
| Kích thước thức ăn tối thiểu (mm) | 650*280 | 650*280 | 650*340 | 650*400 |
| Diện tích in tối đa (mm) | 1750*920 | 2150*920 | 1750*1120 | 2750*1150 |
| Độ dày bản in (mm) | Theo nhu cầu của khách hàng | |||