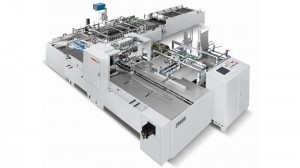
Máy chèn dây thừng túi giấy EUD-450
Máy xỏ dây túi xách: tự động cấp túi, nạp túi liên tục, quấn dây bằng màng nhựa, tự động xỏ dây, đếm và nhận túi, báo động tự động và các chức năng khác.
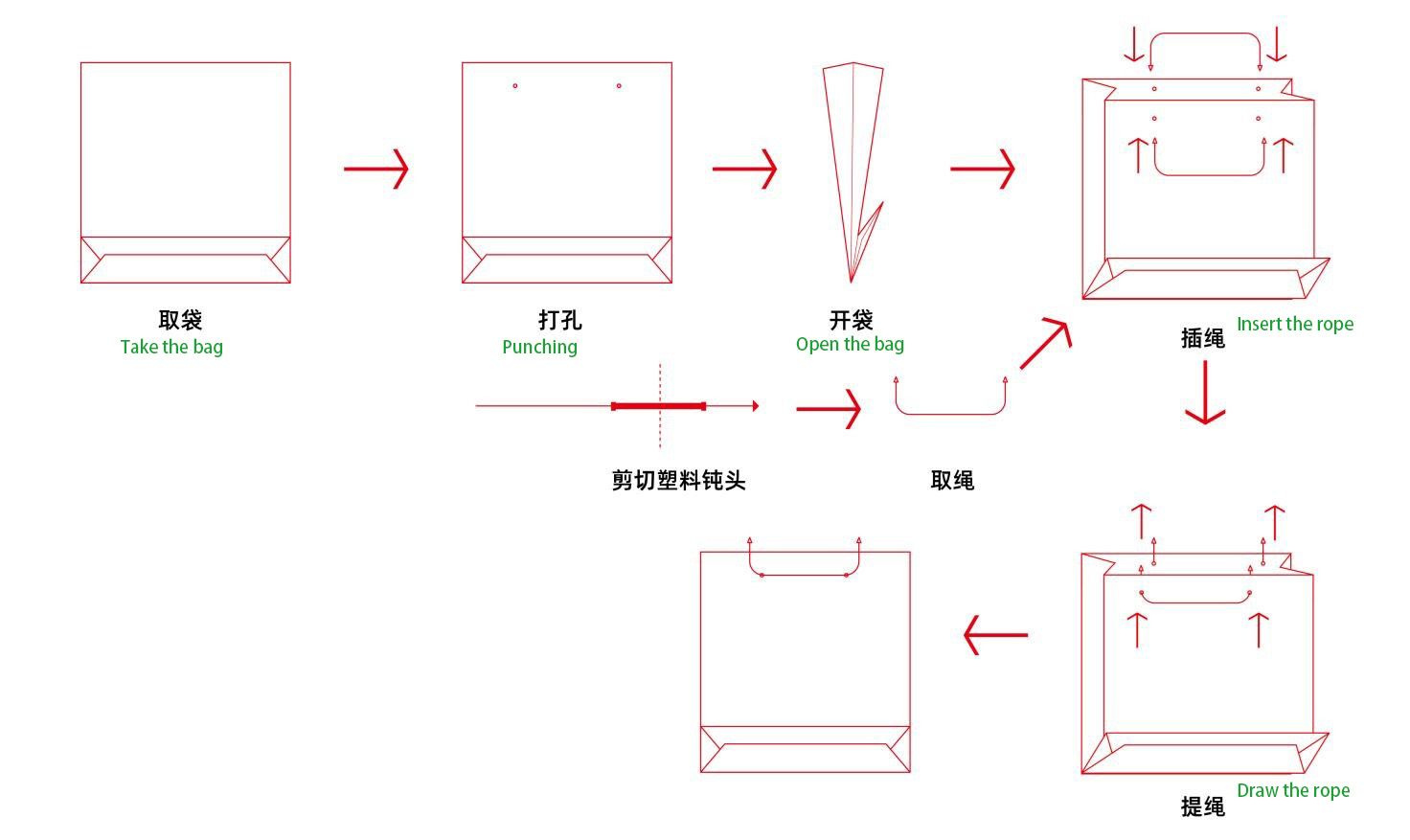
Vị trí đục lỗ có thể được điều chỉnh theo kích thước túi, và dây phù hợp với các loại dây như dây ba sợi, dây cotton, dây thun, dây ruy băng, v.v. Sau khi luồn vào túi, chiều dài của dây có thể được điều chỉnh.
Thiết bị này kết hợp hoàn hảo giữa phương pháp truyền thống dùng tấm nhựa bọc dây thừng và phương pháp luồn dây thừng, giúp giảm chi phí sản xuất và nâng cao hiệu quả sản xuất.
| Người mẫu | EUD-450 |
| Chiều rộng bề mặt túi | 180-450mm |
| chiều cao bề mặt túi | 180-450mm |
| Vật chặn giấy | 160-300 gsm |
| Khoảng cách lỗ trên túi giấy | 75-150mm |
| Chiều dài dây | 320-450mm |
| Dây kéo túi | Chiều dài của dây có thể điều chỉnh tùy theo sự phù hợp giữa túi và dây.
|
| Tốc độ sản xuất | 35-45 chiếc/phút |
| Kích thước máy | 2800*1350*2200MM |
| Trọng lượng máy | 2700KG |
| Tổng công suất | 12KW |



A: chiều rộng túi B: chiều cao túi
C: Chiều rộng đáy túi

1
Máy luồn dây thừng, hệ thống cấp giấy vào túi.
Trong trường hợp máy không dừng hoạt động, nó có thể đảm bảo cấp liệu liên tục và nâng cao hiệu quả sản xuất của máy.
2
Hệ thống lấy túi hút chân không
Sử dụng nguyên lý hút chân không, vòi hút được gắn vào túi giấy để hút túi giấy vào, sau đó đưa túi giấy đến trạm trung chuyển.
Đặt túi giấy của nó vào máy đục lỗ.
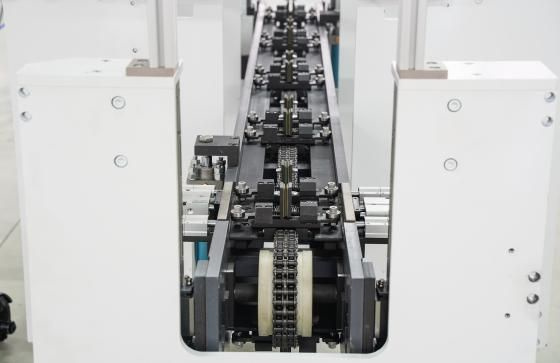
3
trạm chuyển tiếp chuỗi
Động cơ điều khiển sự quay của bánh răng để dẫn động xích, nhờ đó trạm quay.

4
Hệ thống đục lỗ túi giấy.
Túi được vận chuyển bằng xích đến trạm đột dập, và công tắc cảm ứng phát hiện vị trí của túi. Xi lanh sẽ điều khiển thanh kim để đột túi.

5
Viền khóa nhựa cổ tay
Trục cam được điều khiển bởi động cơ máy chủ riêng để dẫn động khuôn, và túi giấy được đục lỗ đồng thời tấm nhựa dùng cho cổ tay được cuộn lại.

6
Mô-đun lấy và cắt dây
Dây đeo cổ tay được bọc bằng tấm nhựa sẽ được kẹp chặt bởi xi lanh kẹp dây và kéo đến độ dài cần thiết. Sau đó, dùng kéo cắt.

7
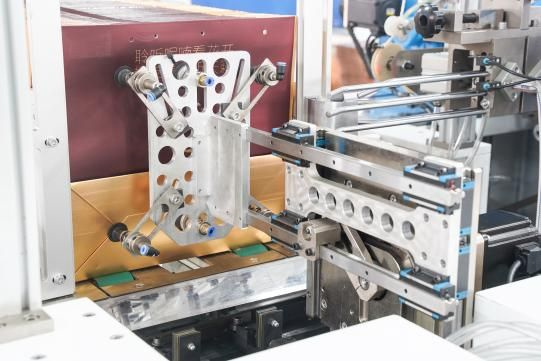
Mô-đun chèn dây
Đưa đoạn dây đã cắt tỉa vào mô-đun Chèn Dây. Kẹp dây sẽ giữ các mảnh nhựa ở cả hai đầu. Chèn túi giấy vào vị trí đã được đục lỗ.

8
tháo kẹp dây
Tăng độ sâu luồn dây. Việc luồn lại dây là di chuyển dây lên xuống thông qua động cơ máy chủ riêng để kéo dây vào túi.

9
Trình điều khiển máy chủ riêng và điều khiển mạch
| Tên phụ kiện | Thương hiệu | Nguồn gốc |
| Vòng bi | Iko | Nhật Bản |
| Vòng bi | Vòng bi Harbin | Trung Quốc |
| Xi lanh | AirTAC | Đài Loan, Trung Quốc |
| Hướng dẫn | SLM | Đức |
| Dây đai thời gian | Báo đốm | Trung Quốc |
| động cơ servo | Đồng bằng | Đài Loan, Trung Quốc |
| Hệ thống điều khiển chuyển động servo | Đồng bằng | Đài Loan, Trung Quốc |
| Động cơ bước | leisai | Trung Quốc |
| Màn hình cảm ứng | Đồng bằng | Đài Loan, Trung Quốc |
| Nguồn điện chuyển mạch | Schneider | Pháp |
| Công tắc tơ AC | Schneider | Pháp |
| Công tắc quang điện | Omron | Nhật Bản |
| Bộ ngắt mạch | Cằm | Trung Quốc |
| Rơle | Omron | Nhật Bản |
| Tên | Số lượng |
| Cờ lê lục giác trong | 1 cái |
| Cờ lê lục giác ngoài 8-10mm | 1 cái |
| Cờ lê lục giác ngoài 10-12mm | 1 cái |
| Cờ lê lục giác ngoài 12-14mm | 1 cái |
| Cờ lê lục giác ngoài 14-17mm | 1 cái |
| Cờ lê lục giác ngoài 17-19mm | 1 cái |
| Cờ lê lục giác ngoài 22-24mm | 1 cái |
| Cờ lê điều chỉnh 12 inch | 1 cái |
| Băng thép 15cm | 1 cái |
| súng dầu | 1 cái |
| Chất bôi trơn bảo dưỡng dạng sữa | 1 xô |
| Tua vít đầu dẹt | 2 cái |
| Tua vít Phillips | 2 cái |
| cờ lê tùy chỉnh | 1 xu |
| Đầu mút | 5 cái |
| Máy sưởi | 2 cái |
| cặp nhiệt điện | 1 cái |
| Các loại khớp khí quản khác nhau | 5 cái |
| Tên | Thương hiệu |
| Kẻ ngốc | Trung Quốc |
| Lưỡi dao | Khách hàng của chúng tôi |
| Máy sưởi | Trung Quốc |
| Bơm dầu siêu nhỏ | Giang Tây Huệ Nhi |