








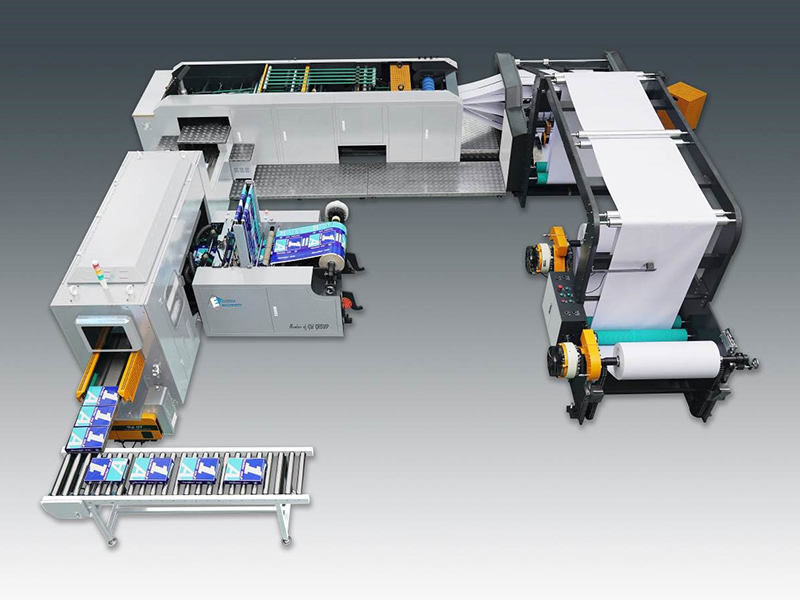
EUREKA COMPACT A4-850-2 ARKMASKIN I KURSFORM
● Hög effektivitet tack vare enkel hantering
● Konstant högkvalitativa produkter
● Standard med risinplastningsmaskin
● Produktionshastighet upp till 12 ris/min
● Kompakt storlek och snabb installation
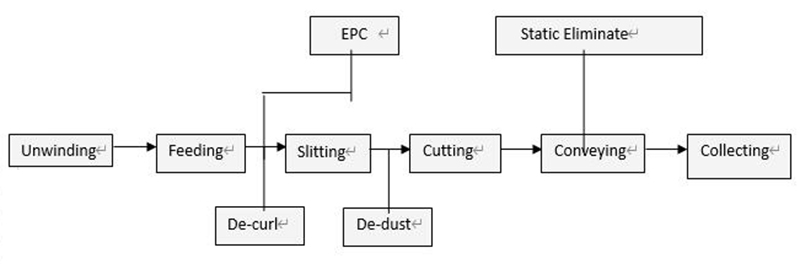
Som teknik för vår maskin beskriver vi härmed de relaterade funktionerna och arbetsflödena för pappersprodukter: avrullning → skärning → transport → insamling → förpackning.
A.1Huvudsaklig teknisk parameter
| Pappersbredd | : | Bruttobredd 850 mm, nettobredd 840 mm |
| Skärande siffror | : | 2 st A4-ark, 210 mm breda |
| Pappersrullens diameter | : | Max. Fläkt 1450 mm. Min. Fläkt 600 mm |
| Papperskärnans diameter | : | 76,2 mm eller 152,4 mm eller enligt kundens krav |
| Förpackningspapperskvalitet | : | Högkvalitativt kopieringspapper; Högkvalitativt kontorspapper; Högkvalitativt träfritt papper etc. |
| Pappersvikt | : | 60–90 g/m² |
| Arklängd | : | 297 mm (specialdesignad för A4-papper, skärlängden är 297 mm) |
| Reambelopp | : | 500 ark och rishöjd: 45–55 mm |
| Produktionshastighet | : | Max 0-300m/min (beroende på olika papperskvaliteter) |
| Max antal skärningar | : | Max 1010/min |
| Utgången från reamen | : | Max 8–12 remsor/min |
| Skärnoggrannhet | : | ±0,2 mm |
| Skärförhållanden | : | Ingen variation i hastigheten, inget avbrott, skär allt papper samtidigt och behöver det lämpliga pappret. |
| Huvudströmförsörjning | : | 3*380V / 50Hz |
| Driva | : | 23 kW |
| Luftförbrukning | : | 200NL/min |
| Lufttryck | : | 6 bar |
| Kantskärning | : | Cirka 5 mm × 2 (vänster och höger) |
| Säkerhetsstandard | : | Design enligt Kinas säkerhetsstandard |
A.2Standardkonfiguration
1. Avvecklingsställ (1 set = 2 rullar)
A-1 Typ: A4-850-2
| 1) Maskintyp | : | Varje maskinbord rymmer 2 uppsättningar axellösa pappersställ. |
| 2) Pappersrullens diameter | : | Max. Ф1450mm |
| 3) Pappersrullens bredd | : | Max. Ф850mm |
| 4) Pappersställets material | : | Stål |
| 5) Kopplingsanordning | : | Pneumatisk broms och styrning |
| 6) Justering av klipparmen | Manuell justering via oljetryck | |
| 7) Krav på papperskärnor | 76,2 mm luftexpansion axelchuck |
2. Automatiskt spänningskontrollsystem
A-2 Typ: Automatiskt spänningskontrollsystem
| 1) När pappret passerar genom induktorn, återkopplas den automatiska återkopplingen till PLC-styrsystem för att öka bromsbelastningen, öka eller minska pappersspänning som styr pappersspänningen automatiskt. |
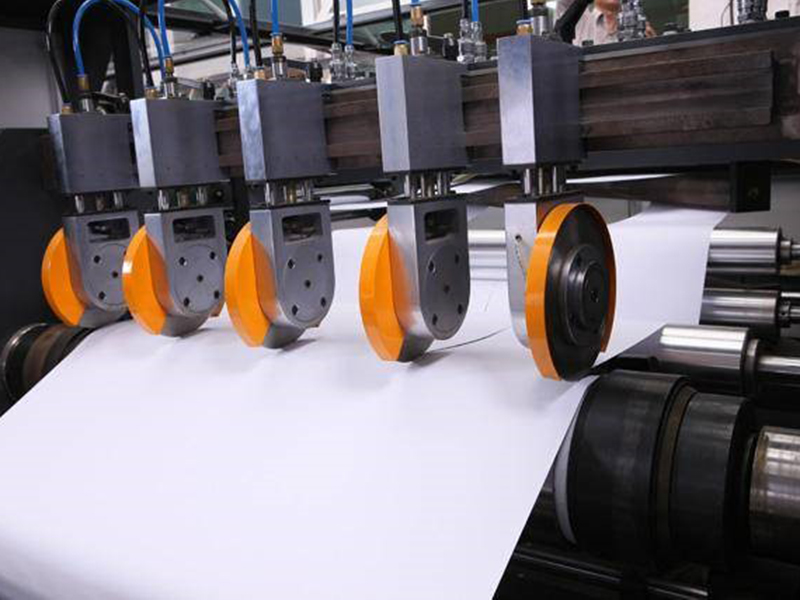
3 Högprecisions skärknivsystem
A-3 Typ: Högprecisions skärknivsystem
| 1) Övre och nedre knivar är roterande vilket gör skärnoggrannheten mycket precision. |
| 2) Anti-kurvanordning Inkludera en uppsättning fyrkantig stång och stål hjul. När papperet böjs genom papperskantenheten som kan Justera papperskvadraten och låt den plattas. |
| 3) 5 uppsättningar skärknivar Den övre skärkniven drivs med lufttryck och fjäder. Den nedre kniven är ansluten till en björndrivning (diametern är 180 mm) och rör sig med fjäder. Den övre och nedre runda kniven är tillverkade av SKH. Den nedre skärkniven (diametern är 200 mm) drivs med remmar i fas. Den nedre skärkniven består av 5 grupper, varje grupp har två knivseggar. |
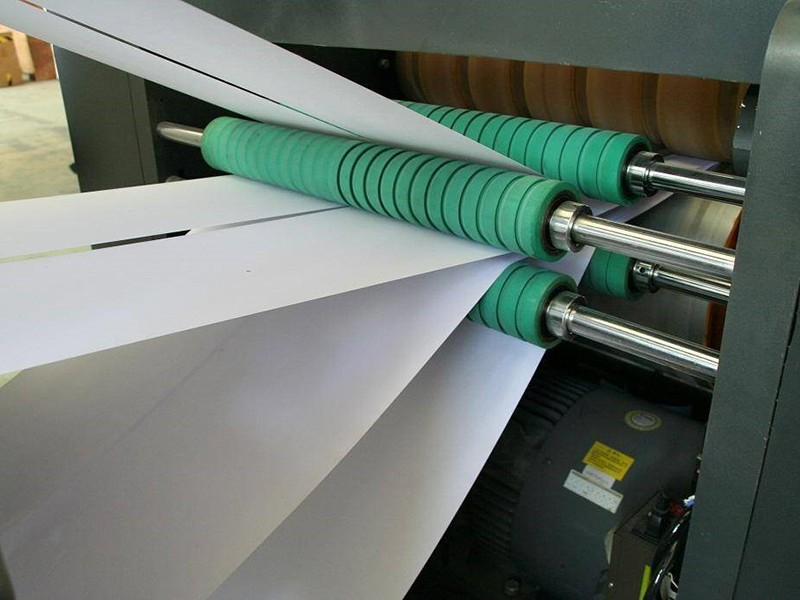
| 4) Pappersmatningshjul |
| Övre hjul | : | Ф200*550mm (gummibelagd) |
| Nedre hjul | : | Ф400*550mm (glidfri) |
| 5) Skärknivsgrupp | ||
| Övre skärkniv | : | 1 uppsättning 550 mm |
| Nedre skärkniv | : | 1 uppsättning 550 mm |
| 6) Drivgrupp (högprecisionsbjörn- och remdrift) | ||
| 7) Huvuddrivmotorgrupp: 15 kW | ||
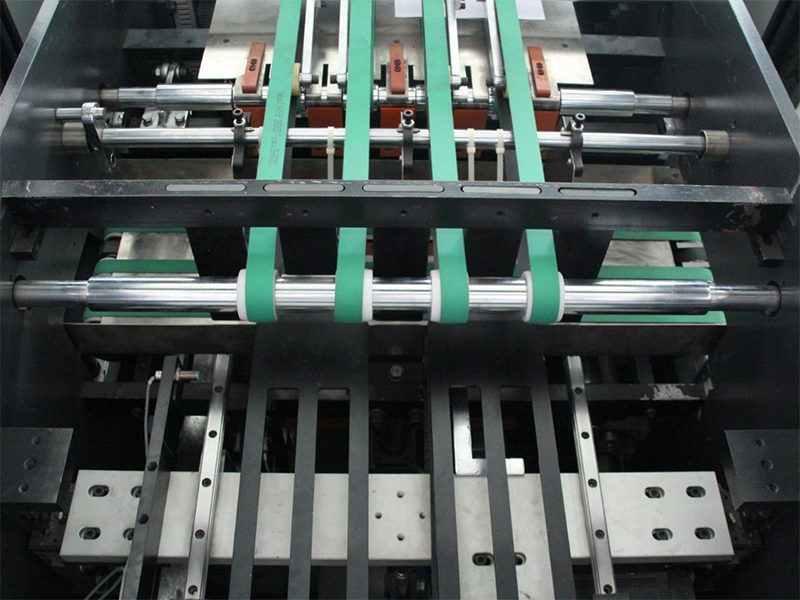
4. Transportsystem
A-4.Typ: Transportsystem
| 1) Transport med nivå- och överlappningsanordning |
| 2) Transportband och tryckhjul med hög hastighet. Övre och nedre transportband motsvarande tryckpapper, automatisk spänning och nära system. |
| 3) Enhet för borttagning av statisk elektricitet (inkluderar stång för borttagning av statisk elektricitet ochNegativjongenerator) |
5. Pappersuppsamlingssystem
A-5 Typ: Pappersuppsamlingssystem
1) Automatisk anordning för att höja och sänka pappersbunten
2) Jogginganordning och klapppappersrensning. Styrning med luftkar, vid design
ark, cylindern upp och ner med hjälp av en klippt pappersstång. Efter transport av papper
till bandet, transportera till packbordskorset.
6. Tillbehör
A-6 Typ: Tillbehör
| Övre kniv | : | 1 set 550 mm Material: blandning av volframstål |
| Nedre kniv | : | 1 set 550 mm Material: blandning av volframstål |
| Övre skärkniv | : | 5 set Ф180mm Material: SKH |
| Nedre skärkniv | : | 5 set Ф200mm Material: SKH |

B.1.Huvudsakliga tekniska parametrar:
| Pappersbredd | : | Bruttobredd: 310 mm; nettobredd: 297 mm |
| Reampackning hög | : | Max 55 mm; Min 45 mm |
| Packningsrullens diameter | : | Max. 1000 mm; Min. 200 mm |
| Packrullens bredd | : | 560 mm |
| Packningsarkens tjocklek | : | 70–100 g/m² |
| Packningsarkskvalitet | : | högkvalitativt kopieringspapper, högkvalitativt kontorspapper, högkvalitativt offsetpapper etc. |
| Designhastighet | : | Max 40 ris/min |
| Driftshastighet | : | Max 30 ris/min |
| Packningsskick | : | inga hastighetsvariationer, inga pauser, skär allt papper samtidigt och kvalificerat förpackningspapper. |
| Körning | : | AC Servo Precisionskontroll |
| Huvudströmförsörjning | : | 3*380V / 50HZ (eller efter behov) |
| Driva | : | 18 kW |
| Komprimerande luftförbrukning | : | 300NL/min |
| Lufttryck | : | 6 bar |
B.2.Konfiguration:
| 1. Transportbandssystem för placering av ris (800*1100) | : | En uppsättning |
| 2. Rim accelererad till placeringssystem | : | En uppsättning |
| 3. Avveckla stativet för packrullen | : | En uppsättning |
| 4. Lyftsystem för buntar | : | En uppsättning |
| 5. Pressa och dra åt systemet för ris | : | En uppsättning |
| 6. Nedre viksystem för packark | : | Två uppsättningar |
| 7. Vinkelöverlappningssystem för packark | : | En uppsättning |
| 8. Överlappningsvinkel för stabilitet för packark | : | En uppsättning |
| 9. Sprutning av smältlimssystem för förpackningsark | : | En uppsättning |
| 10. PLC-system för larm, automatiskt stopp av haverier | : | En uppsättning |
| 11. PLC-styrsystem | : | En uppsättning |
C. Hela maskinen styrs av PLC.
Inkluderade följande funktioner: hastighetskontroll, pappersräkning, pappersbuntutmatning, fellarm och automatiskt stopp (indikerar felkod som visas på skärmen)
D. Förbered varor av köparen
1) Maskinens anläggningsteknik och underkonstruktion
2) Maskinens huvudströmkabel och elledningsinställning sker från denna maskinkontrollbox.
3) Lufttryckskälla och rör för denna maskin.
4) Avstängnings- och lossningsarbetet på platsen.
E.Andra termer
Denna maskin är konstruerad enligt den senaste tekniska utvecklingen, så utan att påverka produktion och kvalitet, har vi rätt att modifiera och ändra.





