








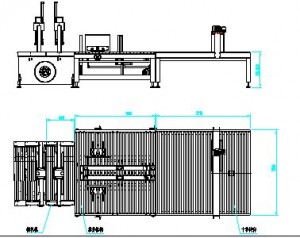
Флексо штампа и слотер велике брзине са пуним серво усисавањем и усисавањем, ORTIE-II
| Јединица за увлачење (улагач са предње ивице) | 1 |
| Јединица за штампање (керамички анилок ваљак + сечиво) | 3 |
| Јединица за прорезивање | 1 |
| Аутоматска јединица за лепљење | 1 |
Потпуно серво вакуумско усисавање, брза флексо штампа, слотер и лепакОд ORITE-II (фиксни)
I. Рачунарски контролисана оперативна јединица
1, машина усваја рачунарску контролу, јапански серво драјвер;
2, свака јединица је опремљена интерфејсом човек-машина, једноставним за руковање, прецизним подешавањем, након завршетка уноса може се директно интелигентно најближе самонавођење без позиционирања хоста у једном смеру на нулу и секача, враћајући се на почетну тачку, што доводи до ниске ефикасности рада;
3, подаци се чувају: Када су подаци у обрађеним производима исправни, тренутни подаци се аутоматски чувају за следећу употребу; аутоматски се подешавају према упутствима када се поново користе, штедећи време подешавања;
4, подешавање података може се подешавати појединачно, без употребе функције наручивања може аутоматски покренути независне улазне податке, значајно смањење времена подешавања, погодност оперативних поступака;
5, приказ грешке: омогућава оператеру да благовремено открије узрок квара када машина ради;
6, корекција сирових података рачунара: Када се оригинални подаци изгубе након поправке машине, корисник може директно да изврши корекцију боја на оригиналне податке, скраћујући време одржавања, чиме се олакшава кориснику;
7, меморија на нулу: машина током рада, отворите верзију машине за брисање или верзију на мало времена на машини може аутоматски вратити првобитни положај;
8, контролисано подизање анилокса: Када група привремених штампаних материјала не мора да се штампа, може се контролисати тако да анилок не мора да пада, без чишћења ваљка за мастило;
9, може се слободно подесити време скраћивања папира, време интервала скраћивања папира, пружити флексибилност како би се прилагодило личним жељама;
10, главни екран мотора приказује брзину, храњење, џогирање сваког Зханга, и позитивне и негативне;
11, на главном екрану се приказује подешена поруџбина, стварни број производних квота је завршен аутоматски, довод анилокса са плоче се аутоматски зауставља;
12, поруџбине Подразумевано: рачунарска боја на захтев обрада поруџбина, кутије различитих уноса података;
13, екран за унос приказује величину положаја задњих врата и има горњу и доњу функцију заштите аларма;
14, рад машине до незгоде, екран је преоптерећен и аутоматски се искључује;
15, када се побољша софтвер компаније, у року од три године бесплатна надоградња;
16, Министарство за храну, штампање, сечење аутоматске нуле.
II. Јединица за храњење
Јединица за храњење користи технологију додавања водеће ивице ", погодна за све врсте валовитог материјала;
Пошаљите ваљак за довод који покрећу серво мотори, без механичке грешке у преносу;
Вакуумски помоћни доводник намотавања водеће ивице, притисак ваздуха се може подесити према величини папира.
1,Машинско квачило
1), електрична контролна машина за квачило причвршћена је за аларм, упозоравајући пут између континуираног звоњења, како би се осигурала безбедност радника.
2), сваки прекидач за хитно заустављање уређаја фиксне телефонске станице, унутрашња контрола за заустављање кретања машине како би се осигурала безбедност интерног оперативног особља.
3), пнеуматски уређај за блокаду.
4) може бити континуирано или прескочено храњење.
2, Вакуумски систем
1), опремљен машином за усисавање, уклањање прашине и остатака и лепљивим ваљком, може елиминисати велики број нечистоћа са површине картона за штампање и побољшати квалитет штампе.
3, Слободна новинска агенција (опционо)
1) Механизам слободног притиска спречава да валовити картон буде под притиском; спречава инфилтрацију картона, изгледа као да је шокиран и решава проблем са даском за прање током штампања; друго, нема потребе за честим подешавањем стања увлачења, што омогућава конзистентност штампања.
2), без потребе за подешавањем притиска, време помоћног рада је готово занемарљиво; док мала промена у рутинској производњи дебљине картона не утиче на тачност додавања и осигурава 100% производњу.
3) Нема ваљка за довод папира, како би се избегле промене брзине линије услед хабања и хроматских грешака гуменог ваљка изазваних штампањем. Да би се осигурао квалитет производа, потребна је честа замена ваљка.
4), да би се спречио удар картона и гуменог ваљка за довод папира који се заглавио приликом паркирања, побољшао се принос картона.
)4, контрола рада аутоматског улагача докумената (нула значи)
1), напајање око оквира, електрично подесиви задњи мењачи и функција трчања.
2), општа употреба картона са аутоматским уређајем за нулирање, покушајте да одштампате два да бисте подесили исправан положај, смањите отпад од картона.
III. Штампарска јединица
Серво мотор погона за више машина за штампање покреће независно, елиминишући кумулативну грешку система;
Ваљкасти транспортер са вакуумском помоћи како би се осигурала тачност хроматског штампања +0,3 мм;
АЦ серво мотор без зазора у преносу, систем за довод уља за подмазивање зупчаника више није потребан.
1,Штампарски ваљак
1), Спољни пречник Φ393,97 мм (пречник штампарске плоче је Φ408,37 мм). (1200)
2), каљење ваљка главне плоче, отпуштање целе цеви поред напрезања.
3), корекција статичке и динамичке равнотеже, глатки рад.
4), површинско брушење, тврдо хромирање.
5), верзија са фиксним колутом са зупчаником.
6), двосмерни механизам за корекцију нагиба ваљка ротирајуће плоче.
7), употреба институција за висеће верзије, практична инсталација, погодна за висећу верзију од 10 мм.
8), руковање штампом, електрична контрола ножног прекидача позитивна. (Високо и ниско)
9), серво погон независно од ваљка плоче, без кумулативне грешке зазора зупчаника.
2, ваљак штампарске плоче
1), Спољни пречник од Φ152,2 мм.
2), брушење челичне површине, тврдо хромирање.
3), корекција равнотеже, глатки рад.
4), подешавање штампарског захвата, употреба рачунара и електронске дигиталне контроле
3, керамички анилоксни ваљак са високим каблом
1), Спољни пречник од Φ206,65 мм. (1000,1200)
2), челична површина након посебне обраде мрежасте скулптуре.
3), у складу са излазима на мастилу равномерно, издржљиво и издржљиво.
4), обележавање посебне технологије обраде ради продужења века трајања плоче;
5), посебна алуминијумска гумена ватростална комора са затвореном цевчицом, тако да се капацитет савијања повећао за 30%, штедећи 20% резерви мастила;
6), обложена зеленим ПТФЕ слојем, шупљина са нелепљивим премазом која се лако чисти;
7), употреба механизма за брзу промену анилокса.
5 механизам за подешавање фазе
1), свака јединица је независни серво синхрони погон како би се елиминисале акумулиране грешке прештампавања. Индијан Ролер интелигентни аутоматски систем позиционирања, плоча недељу дана након промене тачности ресетовања близу нуле грешке.
2), бочни положај електричног подешавања ПЛЦ контроле екрана осетљивог на додир, подесите растојање од 20 мм, тачност фазне модулације до 0,10 мм.
6, циркулација мастила
1), пнеуматска мембранска пумпа, стабилност мастила, једноставан рад и одржавање.
2), дијафрагма за мастило за подесиву количину мастила, инсталација уређаја за аларм мастила
3), филтер за мастило, филтрира нечистоће.
III. Јединица за прорезивање (један сет)
Прецизност жлебова: ± 1,5 мм
1, жичани точак
1).Пречник вратила Φ154 мм, након два брушења, тврдо хромирано, глатко кретање. (1200)
2), Ручно подешавање размака ваљка за притисак линије, скала, опсег подешавања 0-12 мм.
3) 、Цилиндар под притиском користи квалитетан увезени полиуретан
2. Механизам за подешавање клизања ножа за прорезе
1).Пречник вратила Φ174 мм након двоструког брушења, тврдо хромирано, глатко кретање. (1200)
2), Ширина прорезаног ножа од 7 мм.
3), Легирани алатни челик термички обрађен, брусни назубљени нож са прорезима, тврдоћа и жилавост су врхунске. (Тајван)
4), Легирани челик након термичке обраде, брушења ножа за обрезивање, оштрог ножа и високе прецизности.
5), точак притиска, вођица ваљка, положај померања ножа за прорезе, употреба електричне синхронизације дугмади.
6)、Точка линије притиска, вођица ваљка, положај померања ножа за прорезе, употреба електричне контроле синхронизације дугмади.
V. Систем лепљења:
Једноставно одржавање, смањујући трошкове одржавања.
Перисталтичка пумпа за усисавање, смањујући отпад пасте.
Транспортна јединица:
Може да се носи са различитим дебљинама картона помоћу уређаја за подешавање размака, прима се из пресе из вертикалног картона.
Јединица за склапање:
Инсталација новог система склапања, у линији са прецизним склапањем, сечење размака може бити горе и доле.
Коришћењем главног каиша усисног типа, глатко пражњење завршне фазе у склопивој кутији, картонске ивице како би се спречило изобличење.
Леви и десни двоструки преклопни каиш са одвојеним моторним погоном, у складу са димензијама дужине и ширине, индивидуално контролисана брзина.
Јединица за бројање и избацивање
Мали картон може постићи глатко трчање великом брзином.
Спољно лепљени тип, преносиви отвор, тип вентилације такође може бити стабилан, глатко лепи папирну кутију.
Оперативна јединица:
Конфигуришите ЛЦД екран осетљив на додир у боји, можете приказати разне информације о аларму и оперативне информације.
Постигните даљинско управљање.
VI, Главни технички параметри
| Спецификација | 1800*1000 | 2200*1000 | 1800*1200 | 2500*1200 |
| Максимална брзина (ком/мин) | 200 | 200 | 180 | 170 |
| Максимална величина храњења (мм) | 1800*970 | 2200*970 | 1800*1170 | 2800*1200 |
| Величина прескочног додавача (мм) | 1800*1200 | 2200*1200 | 1800*1400 | 2800*1400 |
| Минимална величина храњења (мм) | 650*280 | 650*280 | 650*340 | 650*400 |
| Максимална површина за штампање (мм) | 1750*920 | 2150*920 | 1750*1120 | 2750*1150 |
| Дубина штампане плоче (мм) | По захтеву купца | |||
Категорије производа
-
Аутоматска машина за везивање ПП траком за валовити Y...
-

ВИСТЕН аутоматска флексо штампа велике брзине ...
-

Производна линија за 5-слојни валовити картон
-

САИОБ - Вакуумско усисавање флексо штампа и слот...
-

Аутоматска машина за лепљење валовитих кутија (JHX-2...
-

Производња двослојног једнослојног валовитог картона ...