











Высокоскоростной станок для продольной резки серии WZFQ-1800A с гидравлической безвальной загрузкой.
| Модель | WZFQ-1800A |
| Точность | ±0,2 мм |
| Максимальная ширина размотки | 1800 мм |
| Максимальный диаметр размотки (Гидравлическая система загрузки шахты) | 1600 мм |
| Минимальная ширина прорези | 50 мм |
| Максимальный диаметр перемотки | 1000 мм |
| Скорость | 200 м/мин - 350 м/мин |
| Суммарная мощность | 16 кВт |
| Подходящий источник питания | 380 В/50 Гц |
| Вес (приблизительно) | 3000 кг |
| Общие габариты (Д×Ш×В) (мм) | 3800×2400×2200 |
Перемотка назад
с редукторным устройством для автоматической выгрузки валков


Разматывание
Автоматическая гидравлическая погрузка без валы: максимальный диаметр 1600 мм.

Ножи для продольной резки
Нижние ножи самоблокирующиеся, что позволяет легко регулировать ширину.

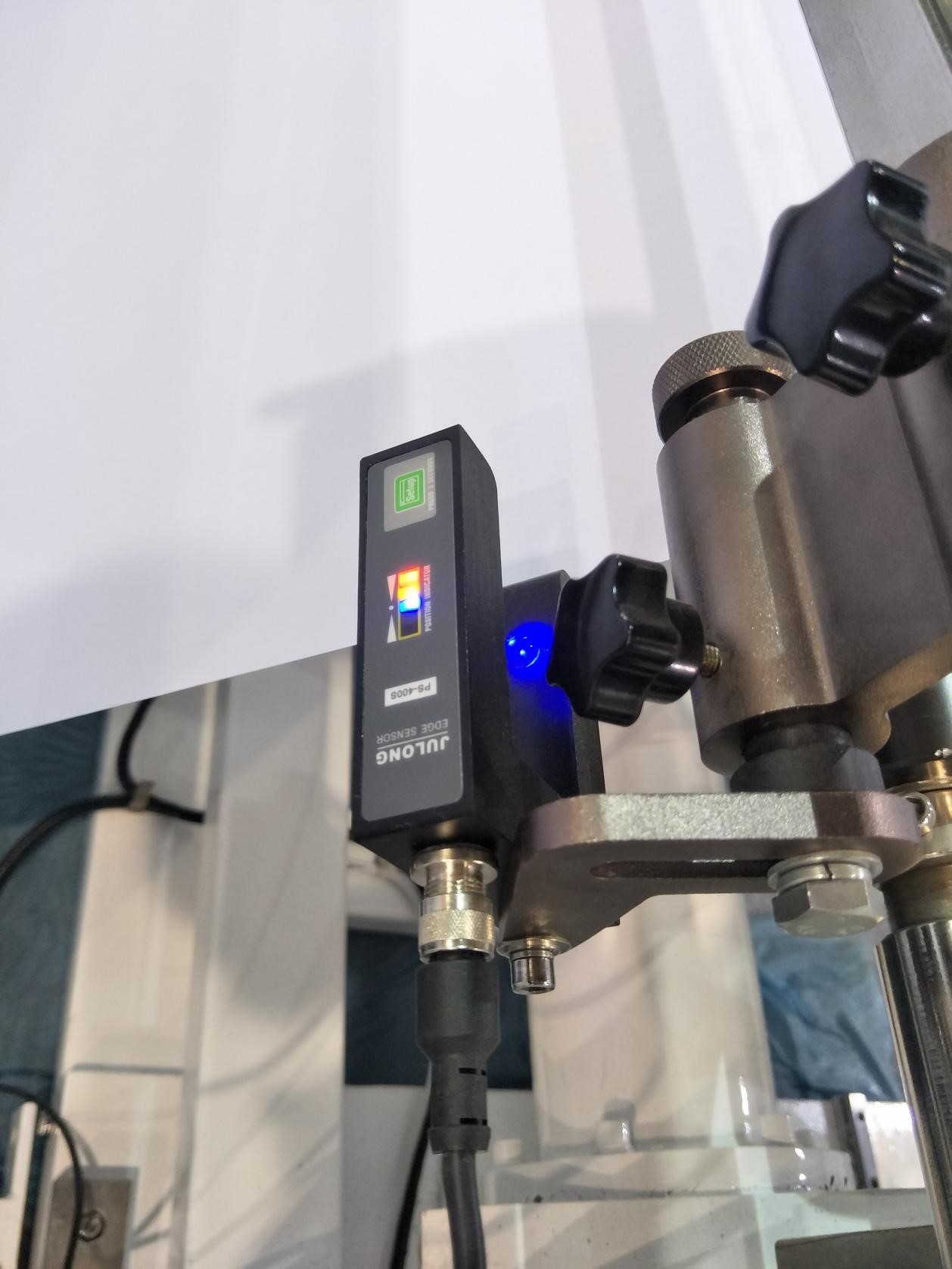
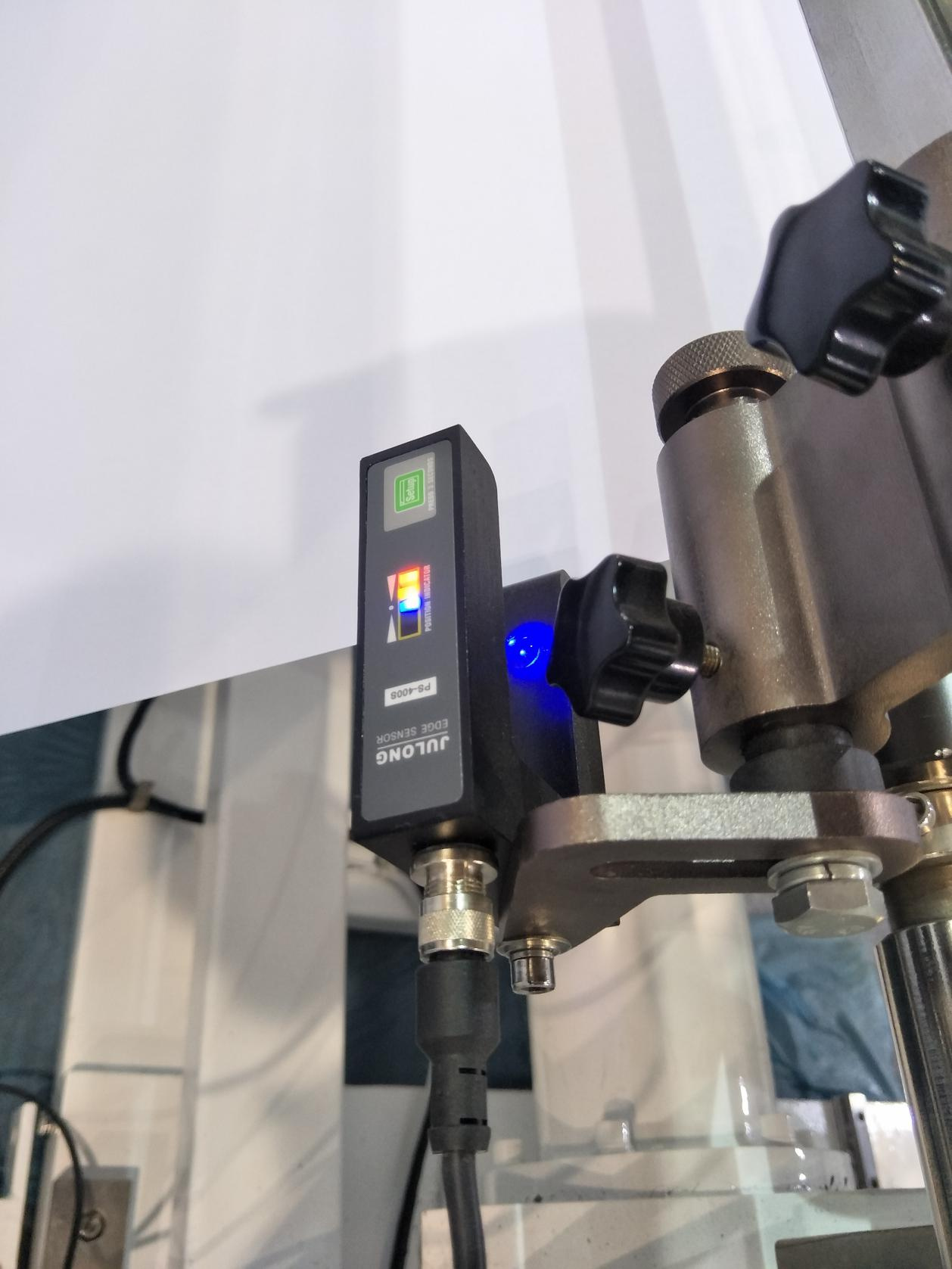
Система EPC
Датчик для отслеживания краев бумаги U-образного типа
Заказчик проводит испытания оборудования на нашем заводе перед отгрузкой.

Высокоточная резка бумажных стаканчиков диаметром 50 мм на заводе заказчика.

Станки для продольной резки работают в цехе заказчика.

1. Часть для разматывания
1.1. Используется литой способ изготовления корпуса машины и блока управления двигателем.
1.2. Используется пневматическая система автоматического подъема (модель 200).
1.3 10 кг магнитный контроллер порошка с автоматическим управлением конусностью
1.4 С пневматическим валом 3 дюйма для размотки или безвальной гидравлической загрузкой (опционально)
1.5 Направляющий ролик трансмиссии: алюминиевый направляющий ролик с активной балансировкой.
1.6. Базовый материал можно регулировать справа и слева: вручную.
1.7 Автоматическое управление коррекцией статических ошибок
2. Основная часть машины
●Использует высококачественную литую конструкцию из стали марки 60#
●Поддерживается цельнометаллической стальной трубой без зазоров
2.1 Конструкция привода и трансмиссии
◆ Использует двигатель и редуктор одновременно.
◆ Для главного двигателя мощностью 5,5 кВт используется система синхронизации частоты.
◆ Преобразователь 5,5 кВт
◆ Конструкция трансмиссии: используется сочетание зубчатой передачи и цепной передачи.
◆ Направляющий ролик: используется направляющий ролик из алюминиевого сплава с активной балансировкой.
◆ Алюминиевый направляющий ролик
2.2 Тяговое устройство
◆ Конструкция: активное тяговое усилие, ручной стиль нажатия
◆ Способ прессования контролируется цилиндром:
◆ Прижимной ролик: резиновый ролик
◆ Активный ролик: хромированный стальной ролик
◆ Тип привода: главный вал трансмиссии приводится в движение главным двигателем, а активная тяга вала — главным валом.
2.3 Устройство для продольной резки
◆ Устройство с круглым лезвием
◆ Верхняя часть лезвия ножа: пустой стальной стержень
◆ Верхний круглый нож: регулируется свободно.
◆ Нижняя часть древка ножа: стальное древко
◆ Нижний круглый нож: регулировка осуществляется с помощью крышки вала.
◆ Точность резки: ±0,2 мм
3. Устройство перемотки
◆ Тип конструкции: двойные воздуховоды (возможна также установка одинарных воздуховодов)
◆ Используется вентиляционная шахта в виде плитки
◆ Для перемотки используется векторный двигатель (60 Нл/комплект) или серводвигатель.
◆ Тип передачи: зубчатая передача
◆ Диаметр перемотки: Макс. 1000 мм
◆ Ударный тип: используется конструкция с крышкой крепления пневматического цилиндра.
4. Устройство для утилизации отходов
◆ Способ удаления отходов: с помощью воздуходувки
◆ Главный двигатель: трехфазный моментный двигатель мощностью 1,5 кВт.
5. Часть управления: с помощью ПЛК (Siemens)
◆Он состоит из системы управления главным двигателем, системы регулирования натяжения и других компонентов.
◆Управление главным двигателем: включая блок управления главным двигателем и главный блок управления.
◆Регулировка натяжения: натяжение при разматывании, натяжение при намотке, скорость.
◆Ограждение с электронным дозированием, системой аварийной остановки, автоматической регулировкой длины и положения.
6. Питание: трехфазный и четырехлинейный воздушный выключатель, напряжение: 380 В, 50 Гц.
Производительность и характеристики:
1. В этой машине используются три серводвигателя (или два моментных двигателя) для управления автоматическим натяжением конуса и намоткой на центральную поверхность.
2. Синхронизация работы основного оборудования с помощью частотного преобразователя, обеспечивающая поддержание скорости и стабильной работы.
3. Имеет функции автоматического учета, автоматической сигнализации и т.д.
4. Использование пневматической конструкции вала A и B для перемотки, что облегчает погрузку и разгрузку.
5. Используется пневматическая система загрузки с помощью вала.
6. Оборудован автоматическим устройством для выдувания отработанной пленки с помощью кругового лопастного механизма.
7. Автоматическая подача материала с помощью пневматической системы, в сочетании с надувным устройством.
8. Управление с помощью ПЛК
Категории товаров
-

Автоматический вырубной станок GUOWANG R130Q с функцией зачистки.
-

Автоматическая система экструзионного нанесения покрытия на бумагу методом полиэтиленовой экструзии WSFM1300C...
-

Двухстанционная вырубка и тиснение фольгой GW...
-

Лазерный станок для вырубки картона JLDN1812-400W-F
-

CI560 ПОЛУАВТОМАТИЧЕСКИЙ ИЗГОТОВИТЕЛЬ КОРПУСОВ
-

Полуавтоматическая швейная машина SXB440