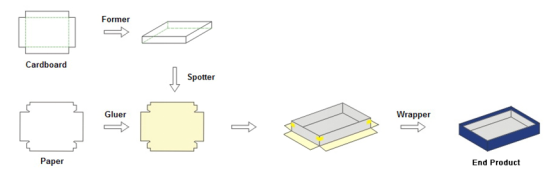
RB420 Automatesch steif Këschtehersteller
| Modell | RB420 | |
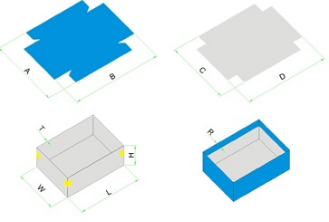
| 1 | Pabeiergréisst (A×B) | Min. 100 × 200 mm |
| Max. 580 × 800 mm | ||
| 2 | Këschtgréisst (B×L) | Min. 50 × 100 mm |
| Max. 320 × 420 mm | ||
| 3 | Pabeierdicke | 100-200g/m² |
| 4 | Kartondicke (T) | 1~3mm |
| 5 | Këschthéicht (H) | 12-120mm |
| 6 | Format fir anzeklappen Pabeier (R) | 10-35mm |
| 7 | Präzisioun | ±0,50 mm |
| 8 | Geschwindegkeet | ≦28 Blieder/Min |
| 9 | Motorleistung | 11,8 kW/380 V Dräiphas |
| 10 | Heizungsleistung | 6kw |
| 11 | Maschinngewiicht | 4500 kg |
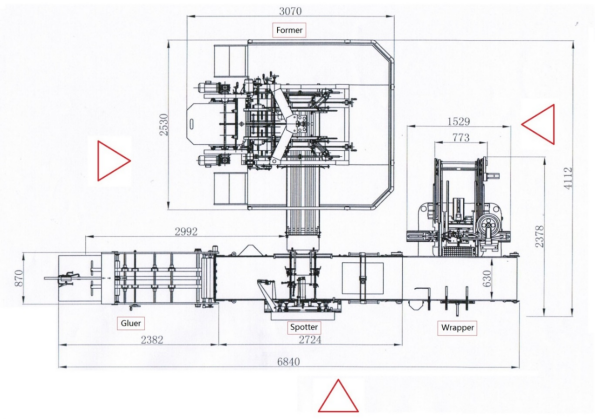
| 12 | Maschinn Dimensiounen (L×B×H) | L6600×B4100×H 2500mm |
1. Déi maximal a kleng Gréisst vun de Këschte hänken vun de Gréissten vum Pabeier an der Qualitéit vum Pabeier of.
2. D'Geschwindegkeet vun der Maschinn hänkt vun de Gréissten vun de Këschten of.
3. Mir bidden keen Loftkompressor.
Déi entspriechend Relatioun tëscht de Parameteren:
W+2H-4T≤C(Max) L+2H-4T≤D(Max)
A(Min)≤W+2H+2T+2R≤A(Max) B(Min)≤L+2H+2T+2R≤B(Max)
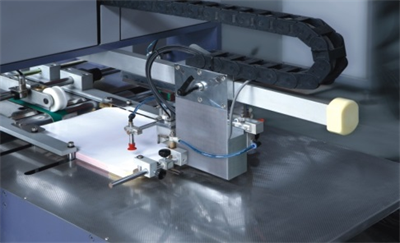
1. De Feeder an dëser Maschinn benotzt e Réckpush-Fuddersystem, dat pneumatesch gesteiert gëtt, a seng Struktur ass einfach a vernünfteg.
2. D'Breet tëscht dem Stapeler an dem Zouführungsdësch gëtt konzentresch an der Mëtt ugepasst. D'Operatioun ass ganz einfach ouni Toleranz.

3. Den nei entwéckelte Kofferschaber schafft méi kompakt mat der Roll zesummen, wouduerch d'Pabeieropwéckelung effektiv verhënnert gëtt. An de Kofferschaber ass méi haltbar.

4. Benotzt en importéierten Ultraschall-Duebelpabeier-Tester, deen einfach ze benotzen ass a verhënnert, datt zwee Pabeierstécker gläichzäiteg an d'Maschinn kommen.

5. Automatescht Zirkulatiouns-, Mësch- a Klebsystem fir waarme Schmelzklebstoff. (Optional Apparat: Klebstoffviskositéitsmesser)

6. Schmelzpabeierband automatescht Transport, Schnëtt a Fäerdegstellung vum bannenzege Këscht-Véier-Stayer (véier Wénkelen) aus Karton an engem Prozess.

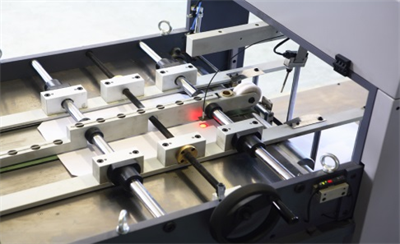
7. De Vakuumsaugventilator ënnert dem Förderband kann verhënneren, datt de Pabeier ofwäicht.
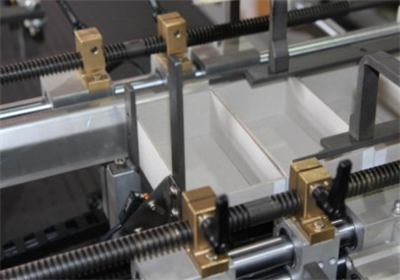
8. Déi bannenzeg Këscht aus Pabeier a Karton benotzt en hydraulescht Richtgerät fir richteg ze lokaliséieren.
9. D'Verpackung kann an engem Prozess kontinuéierlech gewéckelt, Oueren a Pabeiersäiten zesummeklappt a geformt ginn.

10. Déi ganz Maschinn benotzt PLC, photoelektrescht Tracking-System an HMI fir automatesch Këschten an engem Prozess ze bilden.

11. Et kann automatesch d'Problemer diagnostizéieren an deementspriechend Alarm ausléisen.