







Германиядагы Дамштадт университетинин Institut für Druckmaschinen und Druckverfahren (IDD) изилдөөсүнө ылайык, лабораториялык жыйынтыктар көрсөткөндөй, кол менен кесүүчү линия кесүү процессин толугу менен аяктоо үчүн эки адам талап кылынат жана убакыттын 80% кагазды паллеттен көтөргүчкө ташуу үчүн жумшалат. Андан кийин, партиялар менен кол менен иштетүүдөн улам, кагаз тиштүү абалда болот, ошондуктан кошумча кагазды жылдыруу процесси талап кылынат. Бул процесс кагазды иргеп алуу үчүн белгилүү бир убакытты талап кылат. Андан тышкары, кагазды жылдыруу убактысына кагаздын абалы, кагаздын салмагы жана кагаздын түрү сыяктуу ар кандай факторлор таасир этет. Андан тышкары, операторлордун физикалык даярдыгы бир топ текшерилет. 8 сааттык жумуш күнүнө ылайык, убакыттын 80% жумушту иштетүүгө жумшалат жана күндүн 6 сааты оор кол эмгеги болуп саналат. Эгерде кагаздын форматы чоң болсо, эмгек интенсивдүүлүгү андан да жогору болот.

Офсеттик басмакананын ылдамдыгына жараша саатына 12 000 барак ылдамдыкта эсептелген (тиричилик басмаканаларынын офсеттик басмаканалары негизинен 7X24 форматында иштей турганын эске алыңыз), кол менен кесүүчү линиянын иштөө ылдамдыгы саатына болжол менен 10000-15000 барак түзөт. Башкача айтканда, офсеттик басмакананын басып чыгаруу ылдамдыгына жетүү үчүн эки салыштырмалуу тажрыйбалуу оператор тынымсыз иштеши керек. Ошондуктан, тиричилик басмаканалары басып чыгаруу иштеринин муктаждыктарын канааттандыруу үчүн кагаз кескичтерди көп кызматкерлүү, жогорку интенсивдүү жана узак мөөнөттүү иштетүүнү колдонушат. Бул көп эмгек чыгымдарын жана операторго эмгек чыгымдарын алып келет.
Бул көйгөйдү билип туруп, Guowang долбоорлоо тобу 2013-жылы техникалык күчтөрдү уюштура баштаган жана иштетүү убактысынын 80% ын кантип жеңүү керектиги боюнча максат койгон. Кагаз кескичтин ылдамдыгы дээрлик туруктуу болгондуктан, рыноктогу эң алдыңкы кагаз кескич да мүнөтүнө 45 жолу ылдамдыкта иштейт. Бирок иштетүү убактысынын 80% ын кантип өткөрүп жиберүү керектиги көп нерсени камтыйт. Компания бул келечектеги кесүү линиясын үч бөлүккө бөлөт:
1-орун: кагаз үймөгүнөн кагазды кантип тыкан алып чыгуу керек
2-чи: Алынып алынган кагазды кагаз кескичке жөнөтүңүз
3-чү: Кесилген кагазды паллетке тыкан коюңуз.
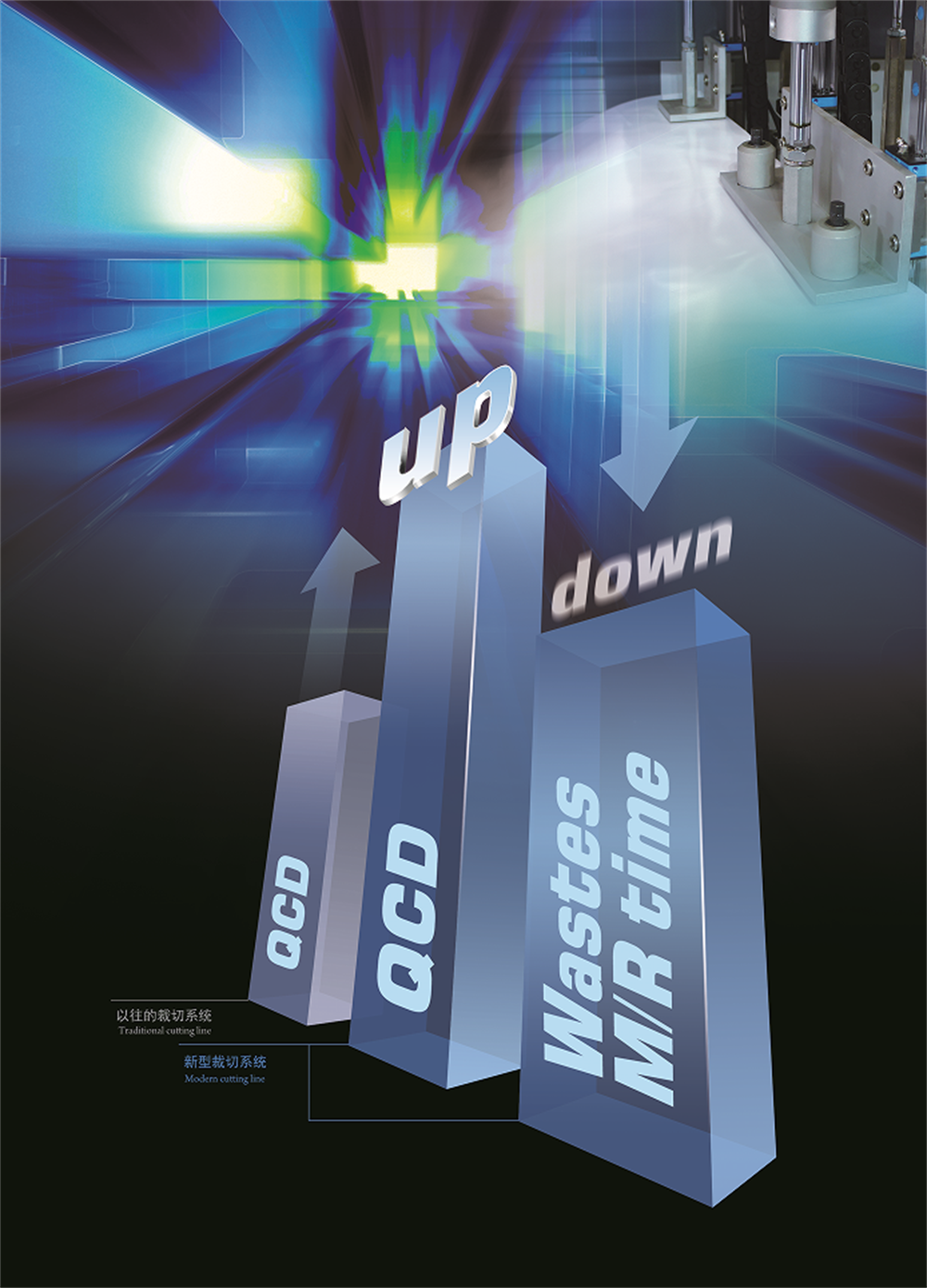
Бул өндүрүш линиясынын артыкчылыгы - кагаз кескичтин ташуу убактысынын 80% дээрлик жок болуп кетти, анын ордуна оператор кесүүгө көңүл бурат. Кагаз кесүү процесси оңой жана натыйжалуу, ылдамдыгы таң калыштуу түрдө 4-6 эсеге жогорулады жана өндүрүш кубаттуулугу саатына 60 000 барак чыгарууга жетти. Саатына 12 000 барак ылдамдыктагы офсеттик пресстин айтымында, бир адамга бир линия 4 офсеттик пресстин ишин канааттандыра алат.
Мурунку эки адамдын саатына 10 000 барак өндүрүү кубаттуулугуна салыштырмалуу, бул өндүрүш линиясы өндүрүштө жана автоматташтырууда чоң секирик жасады!
Кесүү сызыгынын процессинин чоо-жайы:
Арткы берүү линиясынын баары үч бөлүккө бөлүнөт: автоматтык акылдуу кагаз тергич, жогорку ылдамдыктагы программалануучу кагаз кескич жана автоматтык кагаз түшүрүүчү машина. Бардык операцияларды кагаз кескичтин сенсордук экранында бир адам аткара алат.
Биринчиден, кагаз кескич борбордо тургандыктан, цехтин схемасына ылайык, кагаз жүктөгүч менен кагаз түшүргүчтү бир убакта же өз-өзүнчө солго жана оңго бөлүштүрсө болот. Оператор кагаз кесүүчү үймөктү гидравликалык арабасы менен кагаз жүктөгүчтүн капталына түртүп, андан кийин кагаз кесүүчү машинага кайтып келип, кагаз жүктөө баскычын басышы керек, ошондо кагаз чогулткуч иштей баштайт. Алгач, кагаз чогултуу процессинде кагаз үймөгүнүн кыйшайып кетишине жол бербөө үчүн кагаз үймөгүнүн үстүнөн кагазды басуу үчүн пневматикалык басым башын колдонуңуз. Андан кийин бир тарабында айлануучу резина ролик менен жабдылган платформа горизонталдык курду бир аз жантайыңкы бурчта кармап турат жана кагаз үймөгүнүн бурчуна жылардан мурун ылдамдыгын азайтат, андан кийин компьютер койгон кагаз бийиктигине чейин ылдый түшөт. Фотоэлектрдик көз бийиктикти так башкара алат. Андан кийин кагаз үймөгүнө тийгенге чейин акырындык менен алдыга жылыңыз. Айлануучу резина ролик кагаз үймөгүн өйдө карай зыян келтирбестен бөлүп, андан кийин платформанын бүт платформасын кагаз үймөгүнө табигый ороо ылдамдыгында болжол менен 1/4 бөлүгүнө киргизе алат, андан кийин пневматикалык кыскыч алынышы керек болгон кагаз үймөгүн кысып коёт. Алдыңкы кагаз үймөгүн басып турган басым башын коё бериңиз. Платформа кайрадан табигый ылдамдыкта бүт кагаз үймөгүнө тоголонот. Андан кийин платформа кагаз кескичтин арткы бетине акырындык менен жылат, ал кагаз кескичтин артындагы жумушчу столдун капталына толугу менен жөлөнөт. Бул учурда кагаз кескич кагаз чогулткучка жабылат жана арткы тосмо автоматтык түрдө түшөт, ал эми кагаз чогулткуч кагаз үймөгүн платформага түртөт. Кагаз кескичтин арткы бетине кириңиз, тосмо көтөрүлөт, андан кийин кагаз кескичти түрткүч белгиленген программа боюнча кагазды алдыга түртөт, бул оператор үчүн ыңгайлуу. Андан кийин кагаз кескич иштей баштайт. Жумушчу аба жаздыкчалуу жумушчу столдо кагазды үч жолу ыңгайлуу айлантат, кагаз үймөгүнүн төрт тарабын тең тыкан кесип, даярдалган кагаз түшүргүч платформасына түртөт. Кагаз түшүргүч кагаз үймөгүн автоматтык түрдө жылдырат. Паллетке түшүрүңүз. Бир жолку кесүү процесси аяктады. Кагаз кескич иштеп жатканда, кагаз чогулткуч ошол эле учурда иштейт. Кесүүчү кагазды алып чыккандан кийин, кагаз кесилгенче күтүп, андан кийин аны кайрадан кагаз кескичке түртүңүз. Кайтарымдуу иш.
Эгер түшүндүрмө өтө узун деп ойлосоңуз, бул видеону көрүңүз:
> Кагаз кесүү линиясы үчүн перифериялык жабдуулар
Жарыяланган убактысы: 2021-жылдын 2-сентябры